.jpg)
The global machine vision market is surging toward $69.49 billion. This growth proves one thing: manufacturing needs smarter eyes. Top machine vision companies have moved beyond simple cameras. They now provide AI-powered vision inspection to spot defects with 99% accuracy. You need real-time inspection to stay competitive, not just faster conveyor belts.
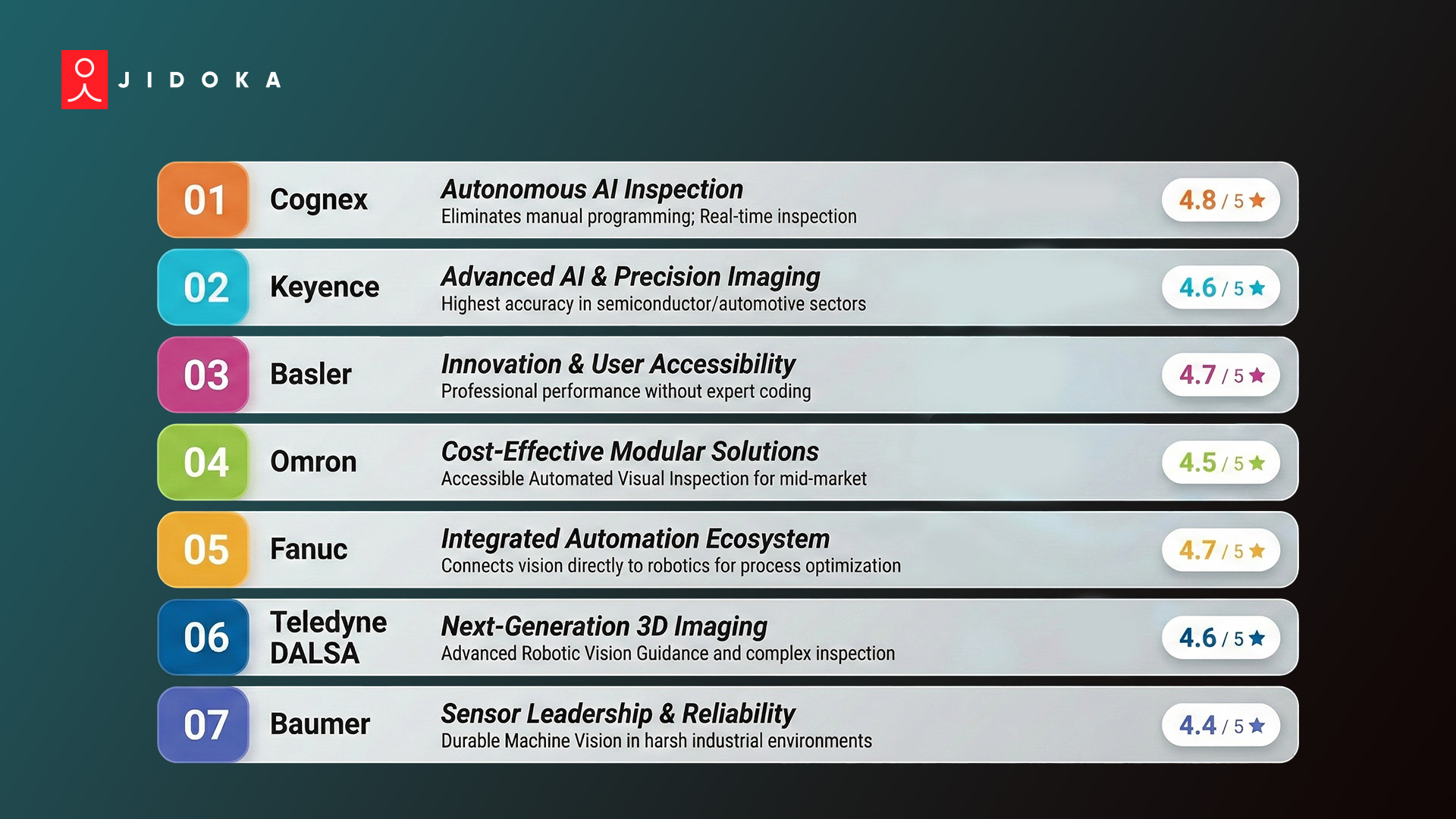
Old methods fail where edge AI vision succeeds. We analyzed the top seven machine vision companies transforming factories in 2026. These leaders turn standard quality control into profit. You will see established names like Cognex alongside autonomous innovators like Jidoka Tech. Here is who you should watch.
1. Jidoka – Autonomous AI Inspection Excellence
Overview: Jidoka builds an AI-powered vision inspection system that performs under real production pressure. Their team aligns cameras, lighting, PLC timing, and edge units so the system works across all shifts. Unlike typical machine vision companies, they ensure hardware and software work perfectly together.
Key Features:
- Delivers automated visual inspection for 48+ trusted customers worldwide with 100+ successful implementations.
- Runs deep learning defect detection on the edge for real-time inspection without cloud dependency.
- Achieves 99.9% accuracy on complex surfaces, surpassing standard computer vision systems.
Services Provided: Industrial quality assurance, autonomous inspection units, vision-based automation, defect analysis software, end-to-end system integration.
Industries Served: Automotive, pharmaceuticals, printing, FMCG, warehousing, general manufacturing.
Customer Reviews: 4.8/5 stars
2. Cognex – Advanced AI & Precision Imaging
Overview: Cognex leads the machine vision market with tools built for speed. They set standards for machine vision companies in high-precision sectors. You can trust their AI-powered vision inspection to find minute flaws. Their integrated systems simplify setup and ensure global consistency.
Key Features:
- In-Sight D900 embeds deep learning defect detection directly inside smart cameras.
- Advanced manufacturing automation solutions decode difficult text and barcodes reliably.
- OneVision platform scales vision-based automation across multiple sites effortlessly.
Services Provided: Machine vision systems, 3D vision, industrial scanning, vision sensor technology, barcode reading.
Industries Served: Semiconductor, automotive, logistics, electronics, food and beverage.
Customer Reviews: 4.6/5 stars
3. Keyence – Innovation & Accessibility
Overview: Keyence makes image processing technology simple. You get professional machine vision company performance without needing an expert coder. Their "one-click" systems optimize focus instantly, removing the headache from setup. This approach ensures automated visual inspection works effectively for any operator.
Key Features:
- Vision-based automation uses ZoomTrax technology for instant, clear imaging.
- The new CV-X series offers 64MP resolution for precise computer vision systems.
- Balances 99% accuracy with interfaces that simplify industrial quality assurance.
Services Provided: Vision sensors, measurement systems, safety curtains, laser markers, microscopes.
Industries Served: Automotive, semiconductor, food processing, medical devices, packaging.
Customer Reviews: 4.7/5 stars
4. Basler AG – Cost-Effective Modular Solutions
Overview: Basler AG proves you do not need a massive budget for top-tier tech. They stand out among machine vision companies by offering modular computer vision systems. You get flexible automated visual inspection tools that fit tight spaces. Their smart cameras balance high performance with cost-effective industrial quality assurance.
Key Features:
- Modular vision sensor technology integrates seamlessly into compact embedded devices.
- Smart Vision Systems make AI-driven quality control accessible for mid-sized manufacturers.
- Pylon software simplifies image processing technology setup without premium pricing.
Services Provided: Area scan cameras, line scan cameras, embedded vision modules, machine vision software, lenses.
Industries Served: Medical and life sciences, retail, traffic and transportation, factory automation, logistics.
Customer Reviews: 4.5/5 stars
5. OMRON Corporation – Integrated Automation
Overview: OMRON connects vision data to your entire factory ecosystem. Their machine vision company strategy focuses on total integration. You use their systems to link defect detection directly to robotic control. Their "Self-Learning AI" filters false positives automatically, making real-time manufacturing intelligence a reality for your production line.
Key Features:
- FH Series uses advanced vision software that adapts to changing light and textures naturally.
- Delivers manufacturing automation solutions that optimize processes rather than just checking quality.
- Closes the automation loop by connecting vision-based automation directly to motion controllers.
Services Provided: Machine vision systems, smart cameras, industrial robotics, safety sensors, automation controllers.
Industries Served: Automotive, digital devices, food and commodities, pharmaceuticals, infrastructure.
Customer Reviews: 4.6/5 stars
6. Teledyne Technologies – Advanced Imaging Innovation
Overview: Teledyne pushes boundaries with advanced 3D vision systems. As a top machine vision company, they solve complex problems where standard 2D fails. You get precise robotic vision guidance from their Optimom™ 5D module, which combines color and depth data. This tech powers next-gen logistics and robotics.
Key Features:
- Won the 2025 VSD Innovators Award for breakthrough manufacturing automation solutions.
- The Optimom™ 5D module delivers pre-calibrated 3D vision systems for instant deployment.
- Enables precise robotic vision guidance for handling unorganized objects in dynamic environments.
Services Provided: Digital imaging, aerospace electronics, engineered systems, machine vision cameras, sensors.
Industries Served: Aerospace, defense, industrial manufacturing, medical imaging, scientific research.
Customer Reviews: 4.7/5 stars
7. SICK AG – Sensor Leadership
Overview: SICK builds the foundation for reliable automation. They lead machine vision companies by prioritizing sensor durability. You rely on their vision sensor technology to withstand harsh conditions. Their Nova software lets you run custom edge AI vision apps directly on the device, ensuring robust performance everywhere.
Key Features:
- Visionary AI-Assist provides robust 3D vision systems for mobile robot navigation and safety.
- Nova software foundation supports versatile machine vision performance across variable environments.
- Enables real-time inspection by running custom AI applications directly on the sensor.
Services Provided: Industrial sensors, safety systems, automatic identification, machine vision, detection and ranging solutions.
Industries Served: Logistics automation, factory automation, process automation, robotics, material handling.
Customer Reviews: 4.6/5 stars
Conclusion
The machine vision market is racing toward $69 billion. Factories now rely on automated visual inspection more than ever. Yet, standard cameras often fail. Lighting shifts and complex textures confuse older software. Choosing the wrong machine vision companies leads to false rejects and expensive recalls. You risk stalling production while competitors speed ahead. Downtime eats your margins fast.
Jidoka solves this with edge AI vision. Their autonomous computer vision systems adapt to changes instantly, securing your industrial quality assurance without the headache. You get an AI-powered vision inspection that actually works on the floor.
FAQs
1. What is the current machine vision market size?
The global machine vision market size was around $20.4 billion in 2024. It is rapidly expanding toward $69.49 billion by 2034, growing at a 13.04% CAGR. This surge confirms that industrial quality assurance and manufacturing automation solutions are now essential global investments.
2. How do AI and deep learning improve machine vision?
Deep learning defect detection transforms systems from rigid rules into adaptive intelligence. AI-powered vision inspection achieves over 99% accuracy, detecting subtle flaws invisible to humans. It dramatically reduces labeled data needs and allows computer vision systems to learn continuously.
3. What ROI should manufacturers expect?
Manufacturers typically see a 250-400% ROI from automated visual inspection within months. Deploying these machine vision systems cuts scrap costs significantly. High-speed, continuous real-time inspection quickly improves efficiency and reduces costly product failures.
4. Which industries benefit most from machine vision?
Automotive, semiconductors, and electronics lead adoption, followed closely by pharmaceuticals and food & beverage. They use vision-based automation for everything from precise component assembly to packaging integrity and complex 3D vision systems in logistics.
5. Why is edge AI transforming machine vision?
Edge AI vision moves processing directly to the production line. This deployment eliminates cloud latency, enabling sub-millisecond real-time inspection essential for fast-moving lines and robotic vision guidance. It ensures autonomous, private, and highly responsive quality control.
6. How do leading companies differentiate offerings?
Top machine vision companies focus on different strengths: Jidoka offers autonomous AI ease; Cognex excels in deep learning precision; Keyence prioritizes user accessibility; Basler provides cost-effective modularity; and Teledyne leads in advanced imaging and vision sensor technology.







