
Les fabricants d'électronique sont confrontés à un gros problème. De nombreux défauts restent cachés. Vous ne pouvez pas voir ce qui se passe sous une puce avec vos yeux. L'inspection des joints de soudure par rayons X est donc une nécessité. Inspection des joints de soudure par rayons X de haute qualité prises 99 % d'erreurs.
Il simplifie la détection des défauts BGA en examinant les pièces à l'aide d'une inspection par rayons X automatisée. Vous bénéficiez également d'une analyse claire des vides des joints de soudure pour arrêter l'accumulation de chaleur. Cette technologie permet à vos planches de fonctionner. Cela empêche les retours. Vous en avez besoin pour les circuits à haute densité.
Défauts des joints de soudure : les cinq points critiques
Vous devez savoir ce que vous recherchez avant de vous lancer. Les défauts de soudure se cachent à l'intérieur d'emballages à haute densité que vos yeux ne peuvent pas voir. L'identification de ces cinq défauts majeurs grâce à l'inspection par rayons X des joints de soudure vous permet d'éviter des retouches coûteuses.
1. Les vides : le vice caché le plus courant
Les vides sont de minuscules poches d'air emprisonnées à l'intérieur de la soudure. Ils ressemblent à des points lumineux sur une radiographie car la densité de l'air est inférieure à celle du métal. En 2026, les fabricants utiliseront l'analyse des vides dans les joints de soudure pour mesurer ces écarts.
Bien que de petites bulles soient normales, les espaces se recouvrant 25 % de la zone articulaire cause des problèmes. Ils bloquent la chaleur, ce qui entraîne une surchauffe. L'inspection régulière des joints de soudure par rayons X vous permet de repérer ces vides de soudure avant qu'ils n'affaiblissent l'adhérence.
2. Ponts à souder : connexions électriques indésirables
Un pont se produit lorsque la soudure déborde et relie deux pastilles. SAC détection des défauts les routines signalent les ponts à souder comme des taches sombres et salissantes. Ces ponts de soudure provoquent des courts-circuits qui font frire les composants instantanément. Comme vous ne pouvez pas voir sous une puce BGA, l'inspection par rayons X des joints de soudure est votre seul moyen de détecter ces défauts cachés des PCB.
3. Circuits ouverts : échec complet de la connexion
Une panne en circuit ouvert signifie que le chemin électrique est interrompu. Les images radiographiques montrent qu'il manque de soudure ou qu'il y a un espace entre la bille et la pastille. L'inspection des joints de soudure par rayons X de haute qualité utilise des vues inclinées pour confirmer la rupture. L'utilisation de tests non destructifs vous permet de les trouver sans casser la planche.
4. Courts métrages et ponts électriques
Les courts-circuits créent des trajets à faible résistance qui consomment trop de courant. L'inspection des joints de soudure par rayons X révèle ces défaillances internes. L'utilisation de la détection des défauts BGA empêche ces défaillances d'atteindre les clients, ce qui facilite le contrôle qualité des joints de soudure.
5. Les défauts de la tête dans l'oreiller : un échec trompeur
Le défaut de la tête dans l'oreiller passe les premiers tests mais échoue lorsque la planche fléchit. Une analyse détaillée des vides des joints de soudure révèle souvent la forme subtile de la « taille ». Une inspection systématique des joints de soudure par rayons X permet de détecter ce défaut de la tête dans l'oreiller, garantissant ainsi une liaison solide.
Connaître ces failles vous aide à choisir les bons outils pour les détecter.
Comment fonctionne l'inspection des joints de soudure par rayons X : de l'imagerie à l'analyse
Vous avez besoin d'un moyen de traverser le métal et le plastique sans endommager la planche. C'est là que l'inspection des joints de soudure par rayons X excelle. Il utilise le rayonnement pour créer une carte de densité de votre assemblage, ce qui permet de repérer facilement les défauts des circuits imprimés qui restent cachés aux caméras.
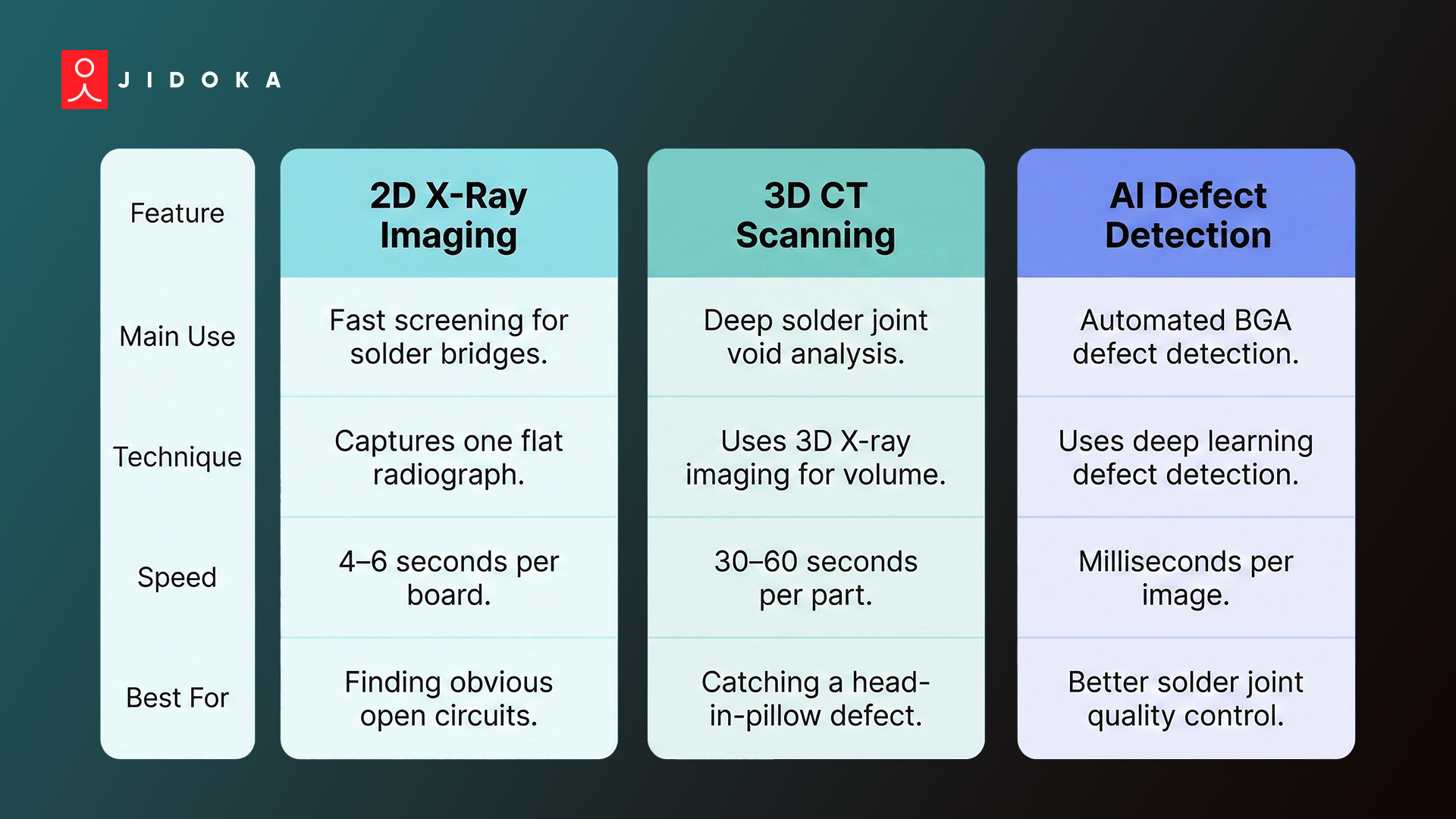
1. Imagerie à rayons X 2D pour une détection rapide des défauts
La plupart des lignes à grande vitesse utilisent des systèmes 2D pour des contrôles rapides. Dans ces systèmes, un tube à rayons X envoie un faisceau à travers la carte vers un détecteur. Des matériaux lourds comme le plomb ou l'étain bloquent le faisceau et apparaissent foncés.
L'inspection par rayons X des joints de soudure est donc idéale pour détecter des ponts de soudure ou de grands vides dans les joints de soudure. Il s'agit d'une forme rapide d'inspection par rayons X automatisée qui permet de maintenir la production en mouvement.
2. Numérisation CT 3D pour une visualisation complète des défauts
Lorsque la 2D ne suffit pas, vous utilisez Tomographie assistée par ordinateur 3D. Cette méthode fait pivoter la source de rayons X pour prendre des centaines de photos sous différents angles. Un ordinateur construit ensuite un modèle 3D de l'articulation.
Cela permet une analyse précise des vides du joint de soudure, car vous pouvez voir le volume exact de l'espace. C'est le meilleur outil pour identifier un défaut tenace de la tête dans l'oreiller ou pour mesurer les circuits ouverts internes.
3. L'IA et le deep learning transforment la classification des défauts
En 2026, la détection des défauts d'apprentissage profond sera la norme. Au lieu d'une personne qui plisse les yeux devant un écran, des modèles d'IA tels que ResNet-50 scannez les images. Ces systèmes utilisent une inspection par rayons X automatisée pour détecter des schémas qui échappent aux humains.
Ils offrent de meilleurs SAC détection des défauts en apprenant à partir de milliers d'images. Cette technologie garantit que le contrôle de la qualité de vos joints de soudure reste constant 24 heures sur 24, 7 jours sur 7.
4. Imagerie par rayons X 3D pour les essais non destructifs
L'utilisation de l'imagerie par rayons X 3D fournit une vision complète de l'état de santé de la planche. Comme il s'agit d'une forme de contrôle non destructif, vous pouvez inspecter chaque unité sans en détruire une seule. L'inspection des joints de soudure par rayons X est donc le moyen le plus fiable de vérifier des pièces complexes telles que les BGA et les QFN.
Capacités de détection : ce que révèle l'inspection par rayons X par rapport aux erreurs
Vous devez savoir exactement ce que vos outils peuvent trouver pour maintenir une qualité élevée. Bien que l'inspection des joints de soudure par rayons X soit puissante, elle comporte des limites spécifiques que vous devez gérer. Il reste la référence absolue en matière de contrôle des zones cachées dans les BGA et les QFN.
1. Ce que l'inspection par rayons X détecte avec précision
Votre système détecte les défauts internes des circuits imprimés que les autres outils ne détectent pas. L'inspection des joints de soudure par rayons X de haute qualité fournit des données claires sur :
- Les vides des joints de soudure et leur volume total.
- Soudez des ponts entre de minuscules pastilles.
- Circuits ouverts et billes de soudure manquantes.
- Géométrie des défauts de la tête dans l'oreiller à l'aide de vues inclinées.
- Des fils cassés relient des puces haut de gamme.
Les systèmes d'inspection par rayons X automatisés actuels utilisent l'analyse des vides des joints de soudure pour comparer vos cartes à Normes IPC-A-610. Pour la plupart des produits, les vides recouvrant plus de 25 % d'un joint constituent une défaillance.
Ces mesures vous aident à maintenir un contrôle strict de la qualité des joints de soudure sans ralentir votre ligne.
2. Le défi de la tête dans l'oreiller : une détection sans certitude
Trouver un défaut au niveau de la tête dans l'oreiller reste le plus grand défi. Une radiographie standard du haut vers le bas peut montrer un cercle parfait, même si la balle n'a pas fusionné à la pâte. Pour résoudre ce problème, vous devez Imagerie par rayons X 3D ou des vues obliques.
Ces méthodes examinent le joint de côté pour voir la « taille » où les deux métaux auraient dû fusionner. Même avec la détection des défauts par apprentissage profond, certains cas nécessitent une double vérification manuelle pour être sûr à 100 %.
3. Informations sur les processus à partir des modèles de défauts
Les données d'inspection de vos joints de soudure par rayons X racontent l'histoire de votre chaîne de montage. Si vous voyez des ponts de soudure au même endroit à chaque fois, votre pochoir est probablement sale. Si les vides dans les joints de soudure augmentent, il se peut que votre four à refusion ait besoin d'un nouveau profil. Ces données font des essais non destructifs un outil d'amélioration continue.
La fiabilité de la détection dépend du respect des règles et des critères de référence du secteur.
Normes industrielles et cadre de conformité pour l'inspection des soudures
Vous devez suivre les règles mondiales pour garantir la sécurité d'utilisation de vos tableaux. Le monde de l'électronique s'appuie sur des critères de référence spécifiques pour décider si un joint est « bon » ou « mauvais ». L'inspection des joints de soudure par rayons X vous permet de répondre à ces exigences strictes sans avoir à deviner.
1. Les normes IPC définissent les seuils de défauts
Le IPC-A-610J (publié en 2024) est le principal guide de la qualité de l'assemblage. Elle regroupe les produits en trois catégories :
- Classe 1 : Appareils électroniques généraux tels que des jouets ou des gadgets de base.
- Classe 2 : Outils de maintenance dédiés, tels que les ordinateurs portables ou les téléviseurs, pour lesquels une longue durée de vie est importante.
- Classe 3 : Systèmes à hautes performances tels que les implants médicaux ou les commandes de vol pour lesquels une défaillance n'est pas une option.
L'inspection standard des joints de soudure par rayons X vous aide à classer les défauts des PCB en fonction de ces classes. Par exemple, un écart minime peut passer en classe 1 mais échouer en classe 3. La plupart des professionnels utilisent l'analyse des vides des joints de soudure pour s'assurer que les vides ne dépassent pas 25 % de la surface totale, ce qui est une limite courante pour une détection fiable des défauts BGA.
2. Normes spécifiques à l'application
Différents secteurs ont des règles supplémentaires. Les constructeurs automobiles exigent souvent un contrôle plus strict de la qualité des joints de soudure, parfois en plafonnant les vides à 20 %. Les entreprises aérospatiales peuvent n'avoir besoin d'aucun circuit ouvert et d'une détection des défauts BGA à haute résolution.
En utilisant l'inspection des joints de soudure par rayons X, vous créez un enregistrement numérique qui prouve que vos cartes répondent à ces normes élevées. L'imagerie par rayons X 3D est souvent nécessaire pour ces pièces hautement fiables afin de détecter un défaut tête dans l'oreiller.
3. Documentation et traçabilité
Les systèmes modernes enregistrent toutes les failles qu'ils détectent. Chaque fois que vous détectez un défaut BGA, le logiciel enregistre l'image. Ces données sont vitales pour la « traçabilité ». Si une pièce tombe en panne, vous pouvez consulter l'analyse des vides du joint de soudure effectuée le jour de sa fabrication.
L'inspection par rayons X des joints de soudure fournit les données de contrôle non destructif requises pour les audits. L'utilisation de la détection des défauts par apprentissage profond garantit l'exactitude de vos enregistrements et l'absence d'erreur humaine.
Le respect de ces normes garantit la cohérence de votre qualité et la satisfaction de vos clients.
Comment Jidoka Tech offre une précision de 99,8 % pour l'inspection à haute vitesse des soudures par rayons X
Technologie Jidoka construit une « combinaison » d'IA pour un contrôle qualité total. Leur équipe aligne les caméras et la synchronisation des automates pour que l'inspection de vos joints de soudure par rayons X fonctionne parfaitement.
- BOUSSOLE: Hits Précision de 99,8 % et plus pour la détection des défauts BGA. Il scanne les images en 10 ms pour trouver les vides dans les joints de soudure à l'aide de la détection des défauts par apprentissage profond.
- NAGARE: Suit chaque étape d'assemblage pour signaler les circuits ouverts ou les ponts à souder.
Cette inspection par rayons X automatisée effectue des tests non destructifs sur les défauts de vos PCB. Il utilise l'analyse des vides des joints de soudure et l'imagerie par rayons X 3D pour détecter instantanément un défaut de la tête dans l'oreiller, garantissant ainsi un contrôle de qualité élevé des joints de soudure.
Contactez Jidoka Technologies dès aujourd'hui pour sécuriser votre chaîne de production avec une précision de 99,9 %.
Conclusion
Une inspection fiable des joints de soudure par rayons X est essentielle pour détecter les connexions cachées dans les composants électroniques denses d'aujourd'hui. Sans une inspection rigoureuse des joints de soudure par rayons X, les défauts des PCB, tels que les vides des joints de soudure, passent inaperçus. Des défaillances non détectées dans les systèmes d'alimentation des véhicules électriques ou l'infrastructure 6G entraînent des rappels catastrophiques et une perte de réputation.
Évitez ces catastrophes en utilisant Jidoka Technologies. Leur analyse des vides des joints de soudure pilotée par l'IA et BOUSSOLE livraison du système Précision de 99,9 % pour la détection des défauts BGA. Jidoka fournit le contrôle qualité des joints de soudure en temps réel dont vous avez besoin pour arrêter les défauts avant qu'ils n'atteignent le terrain.
Discutez avec les experts de Jidoka pour automatiser votre contrôle qualité avec une précision de détection de 99,9 %.
FAQs
1. Quelle est la différence entre l'inspection des joints de soudure par rayons X 2D et 3D ?
Les systèmes 2D fournissent des radiographies rapides de haut en bas, idéales pour détecter les ponts de soudure et les grands vides de joints de soudure. Cependant, l'imagerie par rayons X 3D capture des données volumétriques, ce qui permet d'analyser plus en profondeur les vides des joints de soudure et d'identifier les circuits ouverts cachés dans des boîtiers empilés.
2. L'inspection par rayons X automatisée peut-elle détecter tous les défauts de la tête dans l'oreiller ?
Les vues descendantes standard passent souvent inaperçues de cette faille. L'inspection par rayons X automatisée haut de gamme utilise des angles obliques et une détection des défauts par apprentissage profond pour identifier la « taille » unique d'un défaut de la tête dans l'oreiller. Cela garantit un contrôle de la qualité des joints de soudure supérieur par rapport aux contrôles manuels.
3. Quel est le niveau de sécurité pour les vides dans les joints de soudure ?
Selon les normes IPC-A-610J, les vides des joints de soudure ne doivent pas dépasser 25 % de la surface totale. Les secteurs à haute fiabilité utilisent l'analyse des vides des joints de soudure pour appliquer des limites plus strictes de 20 %. L'inspection fréquente des joints de soudure par rayons X empêche ces défauts des PCB de compromettre les performances thermiques.
4. L'inspection des joints de soudure par rayons X endommage-t-elle le PCB ?
Non, il s'agit d'une forme de contrôle non destructif. Les niveaux de rayonnement utilisés pour l'inspection par rayons X automatisée sont sûrs pour les composants tout en fournissant une vision claire des défauts internes des PCB. Il s'agit de la méthode la plus fiable pour vérifier le contrôle de la qualité des joints de soudure.
5. Comment l'IA contribue-t-elle à la détection des défauts BGA ?
La détection des défauts par apprentissage profond s'entraîne sur des millions d'images pour reconnaître instantanément les ponts de soudure et les circuits ouverts. Cette technologie élimine les biais humains liés à la détection des défauts BGA, accélérant ainsi votre flux de travail d'inspection des joints de soudure par rayons X tout en maintenant un taux de précision de 99,9 %.







