
Machine inspection covers five methods: manual gauging, fixture gauging, coordinate measuring machines (CMM), rule-based machine vision, and AI-powered vision. Each suits a different combination of throughput, defect type, tolerance, and budget. Matching the right method to the right constraint is the decision that determines your cost of quality.
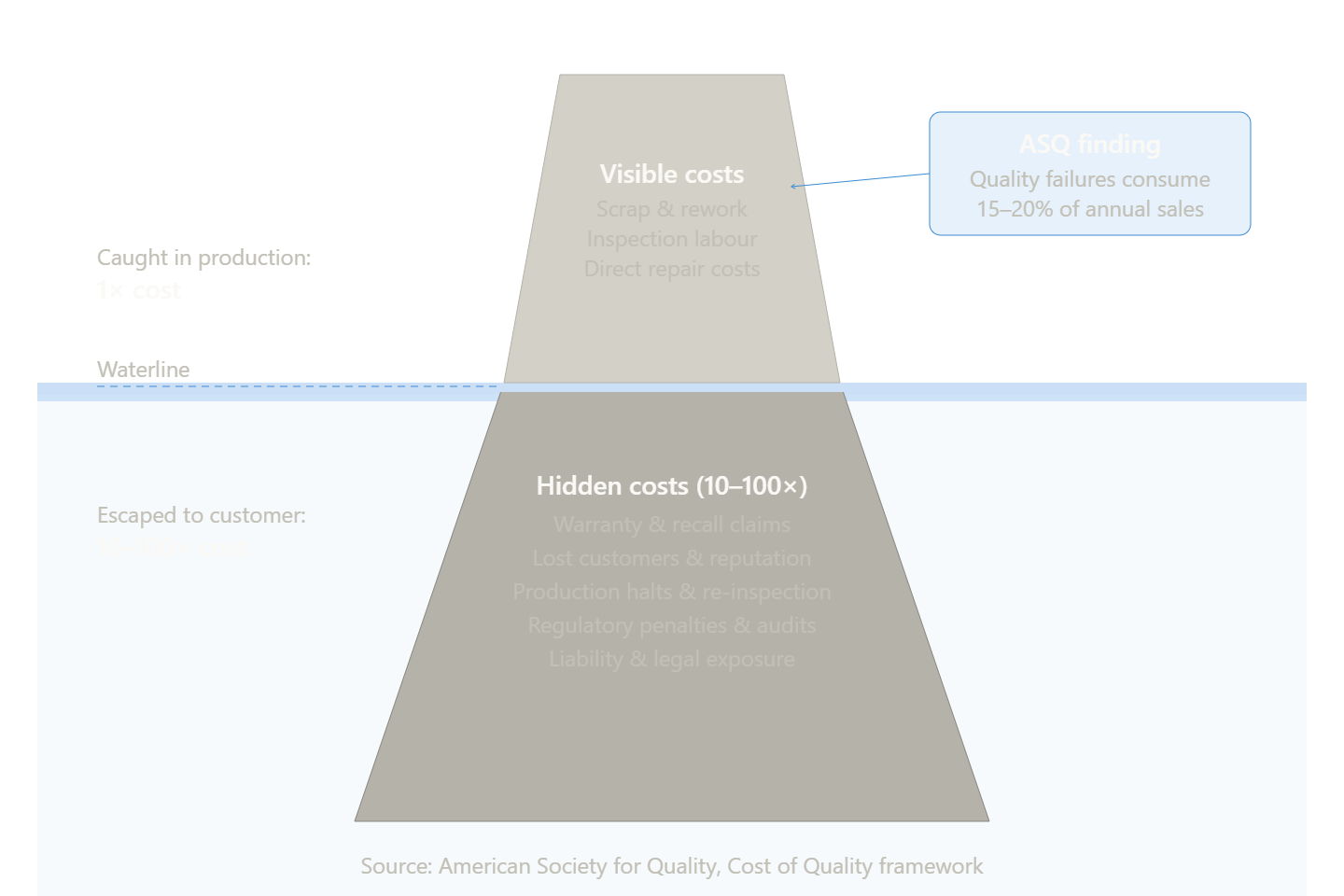
A defect escape that reaches a customer does not arrive alone. It brings warranty claims, production halts, and the kind of audit that ends careers. According to the American Society for Quality's Cost of Quality framework, quality-related failures consume 15 to 20% of annual sales for a typical manufacturer. Catching the same defect during production costs one-tenth of what it costs after it ships, sometimes one-hundredth (American Society for Quality, Cost of Quality).
The problem in most plants is not that machine inspection is absent. It is that the method in use was selected years ago for a production context that no longer exists. A manual gauging station designed for 200 parts per shift is still running on a line that now pushes 2,000. A rule-based vision system programmed for a single SKU is watching a high-mix line and silently misclassifying novel defects. The mismatch is the cost driver.
This guide compares all five machine inspection methods against the three variables that actually determine which one wins: throughput speed, defect type, and tolerance band.
Why The Wrong Inspection Method Costs More Than No Inspection at All
Most plants do not have an inspection problem. They have a method-matching problem. The wrong system running confidently on the wrong line generates more damage than a gap in coverage because it produces false assurance while defects move downstream unchecked.
The financial case for getting this right
Most quality managers think about inspection failure as a missed defect. The more damaging failure is confident misclassification: a system that passes defective parts because it is the wrong tool for the defect type, and does it consistently, invisibly, across every shift.
Human visual inspection misses 20 to 30% of defects under real production conditions, with accuracy degrading 15 to 25% after just two hours of continuous observation. Inter-inspector agreement on defect severity sits at 55 to 70%, meaning identical products receive different quality verdicts depending on which inspector is on shift. Those numbers are a constraint. Every method has one.
The three variables that determine method fit
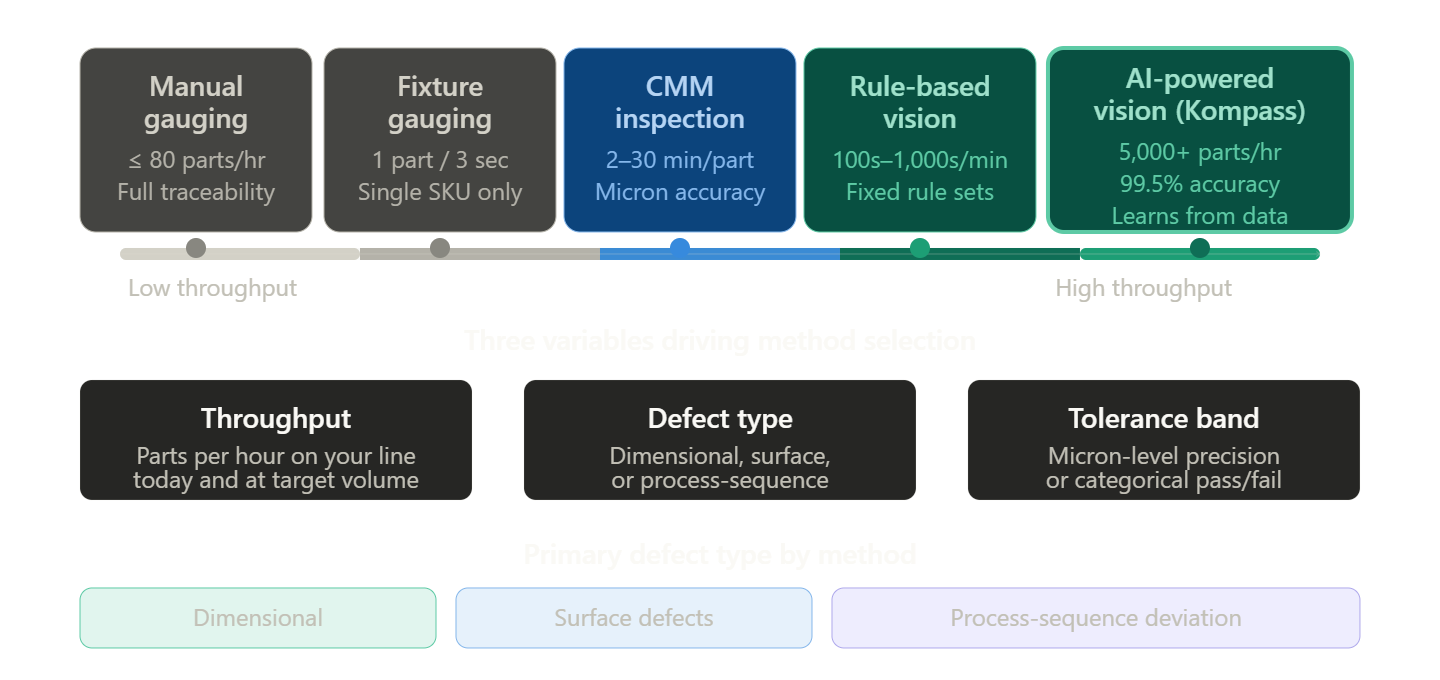
The five methods you need to understand are: manual gauging, fixture gauging, coordinate measuring machines (CMM), rule-based machine vision, and AI-powered automated vision inspection. Three variables determine which class fits your operation:
- Throughput requirement in parts per hour
- Primary defect type: dimensional, surface-level, or process-sequence deviation
- Tolerance band: micron-level accuracy or categorical pass/fail
Manual Gauging: Where Precision Inspection Begins
Manual gauging is the oldest form of machine inspection still in active daily use across manufacturing. Before evaluating whether to replace it, a quality manager needs to know exactly where it holds and where it structurally cannot, because those limits are precise and quantifiable.
What manual gauging actually covers
Manual gauging is the use of hand-held instruments: vernier callipers, micrometers, height gauges, bore gauges, and surface plates, to verify dimensional conformance against a specification. A trained inspector measures a feature, compares it to a drawing tolerance, and records the result. First-article inspection at most contract manufacturers still runs on this method. So does incoming goods verification on components where a measurement certificate is a contractual requirement.
It gets dismissed as outdated. That dismissal is wrong for a meaningful share of plants. High-mix, low-volume manufacturers, aerospace tool rooms, and medical device lines run 100% manual inspection on safety-critical features precisely because it is calibratable, auditable, traceable to an international standard, and requires no programming. No other method matches it on all four simultaneously.
Where manual gauging structurally fails
Cognex's 2025 benchmark places the trained human inspector throughput ceiling at 60 to 80 parts per hour. Fatigue-driven error rates rise after approximately 20 minutes of continuous inspection. There is no automatic data capture by default. Defects are caught, but patterns remain invisible until someone manually compiles gauge records into a trend chart.
The Gage Repeatability and Reproducibility (Gage R&R) threshold is the hard decision criterion. A Gage R&R result above 30% variation is the industry threshold at which a manual machine inspection method is no longer reliably detecting the tolerances being measured. If your process produces that result, the method has disqualified itself.
The hidden cost most quality managers have not calculated
Inspection labour in most factories is tracked by headcount, not by per-part inspection cycle time. Here is a concrete illustration. A line producing 500 parts per shift, running at manual inspection capacity of 60 parts per hour, needs a dedicated headcount of eight inspectors per day just to keep pace. At standard manufacturing labour rates in the US or Europe, that figure reaches well into six figures annually. The "free" manual gauge is rarely free.
Manual gauging works when: volumes are low, part geometry is complex or inaccessible to automated systems, calibration traceability is a regulatory requirement (aerospace, medical devices), or the feature being measured cannot be reached by any camera or probe.
Fixture Gauging: Purpose-Built Speed at The Cost of Flexibility
Fixture gauging occupies a narrow band in the inspection spectrum, but inside that band it outperforms every other method on speed and repeatability. The problem is that the band is getting narrower as product mix increases across most manufacturing sectors.
How fixture gauges work and where they dominate
A fixture gauge is a part-specific, hard-tooled device that checks one or more dimensions simultaneously using go/no-go logic. It eliminates operator variability by constraining measurement to a single pass/fail outcome. A good fixture gauge verifies a part in under three seconds at the end of a machining cell. No software, no camera, no network connection required.
Where it wins: high-volume single-SKU lines with tight dimensional tolerances and stable part geometry. Engine components, fasteners, and connectors are the natural habitat. Automotive Tier 1 suppliers with a stable platform often run fixture gauging for years without any engineering intervention.
The flexibility tax
Any product changeover requires a new fixture, typically with 8 to 16 weeks lead time and significant tooling cost. The method cannot detect surface defects, only the dimensional features it was designed to contact. A reject is a reject, with no defect classification or root cause data attached.
Consider an automotive connector line that introduces three new SKUs to meet an EV manufacturer's updated specification. Under fixture gauging, production stalls for 12 weeks while new physical gauges are designed and machined. The line cannot qualify the new components until the tooling arrives. Under AI-powered vision, the same new SKUs are trained on existing cameras in an afternoon using labelled image examples. The flexibility gap between the two methods is not marginal; it is measured in quarters.
In high-mix environments, fixture gauging amortisation cost per part climbs steeply as SKU count increases. A fixture that makes economic sense at 50,000 identical parts per year looks very different at 5,000 parts across ten variants.
Fixture gauging works when: throughput is high, SKU count is stable, geometry is consistent, and the dimensional features being checked are fully defined by the fixture's contact points.
Coordinate Measuring Machine Inspection: When Dimensional Complexity Demands It
CMM inspection is the reference standard for dimensional accuracy, and it is also one of the most misapplied methods on the floor. Understanding when a CMM earns its place versus when it is simply the most expensive option available is the decision that matters here.
CMM accuracy and its real-world application
A CMM (coordinate measuring machine) is an electromechanical system with a touch or laser probe that records XYZ coordinates and compares them to CAD-defined tolerances. Bridge, gantry, and portable arm configurations suit different part sizes.
The accuracy advantage is unmatched: CMMs achieve micron-level dimensional accuracy with full GD&T (Geometric Dimensioning and Tolerancing) verification. That makes it the only method capable of certifying complex freeform surfaces, aerospace-class tolerances, and multi-feature relational geometry.
Software platforms like ZEISS INSPECT unify CMM data with optical measurement, enabling quality engineers to run a combined measurement workflow before handing off to a downstream vision system inspection for volume production.
The throughput constraint and environment dependency
CMM cycle times range from 2 to 30-plus minutes per part depending on feature count. That number alone disqualifies CMM from 100% inline use on any production line above minimal volumes. Tooling U-SME's reference on CMM inspection confirms that vision system inspection runs at significantly higher speeds for comparable surface and presence verification tasks.
There is also an environment dependency that vendor pages understate. CMMs require temperature-controlled rooms, typically 20 degrees Celsius plus or minus one degree, along with vibration isolation. Deploying a CMM inline on a noisy production floor introduces measurement uncertainty that invalidates the precision advantage you purchased it for.
When CMM is the right call
- First-article inspection on new tooling or supplier qualification
- Process capability (Cpk) studies for new product introduction
- Incoming goods verification on safety-critical components
- Any application where a traceable dimensional certificate is a contractual or regulatory requirement (ISO 9001, IATF 16949, AS9100)
CMM inspection works when: the application demands certified dimensional accuracy, throughput is low enough for sampling, or the part complexity exceeds what any vision method can measure.
Rule-Based Machine Vision: Reliable at Scale Until The Rules Break
Rule-based machine vision is the method most quality engineers encounter first when they move toward automated vision inspection. It works well under specific conditions and fails in specific, predictable ways. Both sides of that picture deserve equal attention.
How rule-based vision works
Rule-based machine vision is the dominant automated inspection method in manufacturing today. The method uses cameras and algorithms to check specific features against pre-programmed rules: presence/absence, dimensional measurement, colour match, barcode reading, using blob analysis, edge detection, and template matching. At its best, rule-based vision based quality audit systems operate inline at production speeds, inspecting hundreds to thousands of parts per minute with sub-100ms cycle times.
The machine vision market reflects this adoption: the sector is growing from USD 20.4 billion in 2024 to a projected USD 41.7 billion by 2030 at a 13% compound annual growth rate (Elementary ML, 2025). The majority of deployed systems in that figure are still rule-based.
The four structural failure modes
Rule-based vision fails in four specific ways that vendor pages do not discuss:
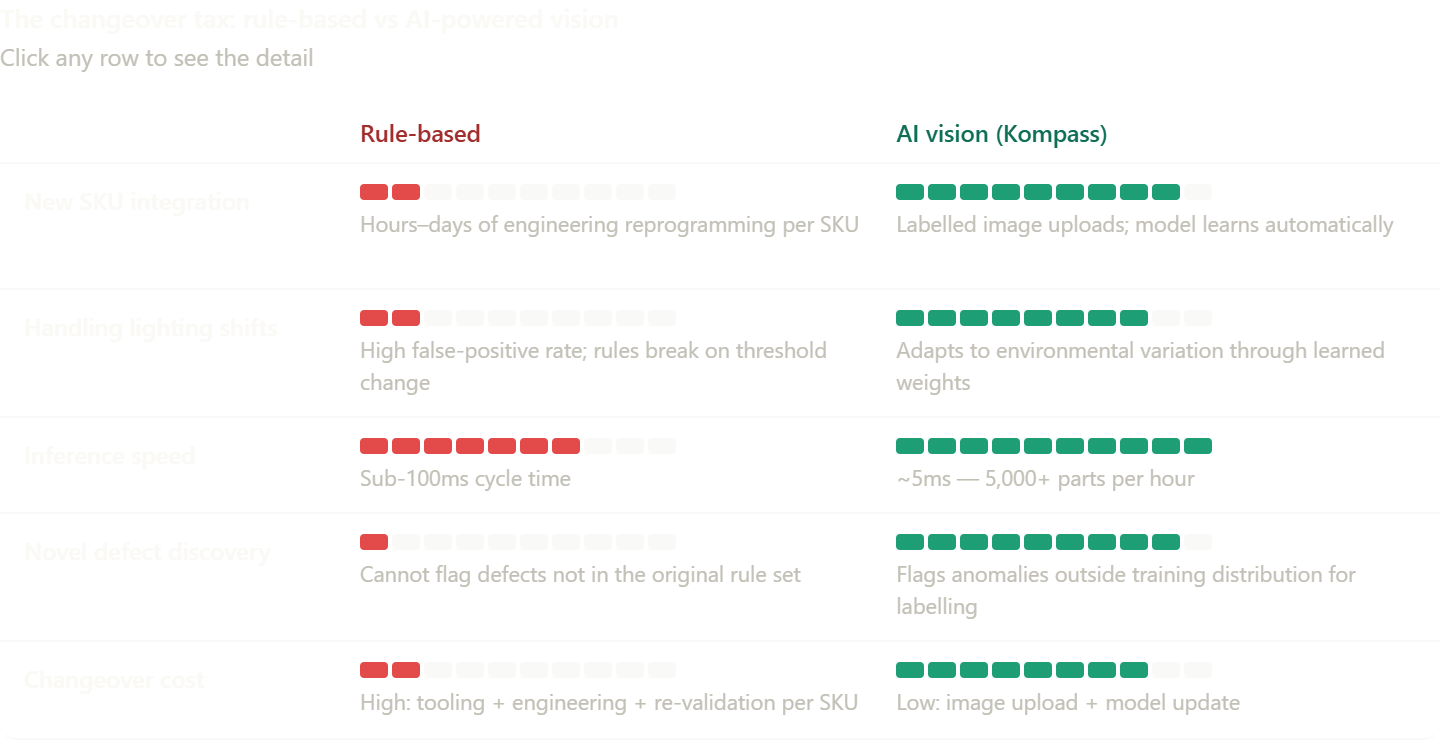
- Novel defect types not in the rule set generate false negatives, silently passing bad parts
- Product changeovers require full reprogramming, often hours to days of engineering time per SKU
- Lighting variation and surface reflection drive false-positive rates invisible in aggregate pass/fail dashboards but eroding line yield in the background
- No learning from experience: every error repeats until a human intervenes and manually updates the rule set
The programming tax
The cost to programme, validate, and maintain rule sets across a high-SKU environment is a real operational cost that does not appear in most vision system ROI calculations. On a 30-SKU line with quarterly product updates, that engineering overhead accumulates into a significant annual cost. Most quality managers are absorbing it without having formally measured it.
"A rule-based vision system is only as good as the defects its programmer anticipated. When the line changes, the rules do not change with it." - Jidoka Technologies
Rule-based machine vision works when: part geometry is stable, SKU count is low and unlikely to change, lighting is controlled and consistent, and defect types are fully defined and documented.
AI-Powered Vision Inspection: What Changes When The System Learns
The shift from rule-based to AI-powered automated vision inspection is not an incremental upgrade. The underlying logic of how the system makes decisions changes entirely, and that change resolves several structural problems that rule-based vision cannot fix regardless of how well it is configured.
The structural difference from rule-based vision
The difference between rule-based and AI-powered vision is not accuracy on a benchmark. It is what happens when the production context changes.
AI-powered automated vision inspection pairs cameras with deep-learning models that learn to classify defect and no-defect states from labelled image data. A novel defect type does not require a programmer to write a new rule. It requires labelled examples for the model to learn from. AI vision inspection systems now achieve 95 to 99% detection accuracy, inspect 10,000-plus parts per hour at sub-100ms inference speed, and maintain identical quality standards across all shifts.
A peer-reviewed survey of more than 50 studies published in the journal Sensors in January 2026 found machine-learning vision reaching defect detection accuracy above 95% in live production environments, with specific configurations achieving 98 to 100%. Compare that to the manual inspector accuracy ceiling of approximately 95% under ideal conditions, which degrades with fatigue.
Rule-based vs. AI: what the code difference looks like
The fastest way to understand why rule-based vision breaks under variation is to look at the logic structure. Here is the contrast:
Rule-based inspection logic (OpenCV / threshold approach):
# Rigid — breaks immediately if lighting shifts or geometry varies
if edge_contrast > 45 and blob_area == 1200:
return "Pass"
else:
return "Reject_False_Negative"
# Any part outside these exact parameters is rejected or passes incorrectly
# No adaptation. No learning. New SKU = new code.AI inference logic (deep-learning model):
# Flexible — relies on trained weights, not hard-coded thresholds
confidence, classification = model.predict(image_tensor)
if classification == "defect_scratch" and confidence > 0.95:
return "Reject"
# The model adapts to lighting shifts through learned feature representations
# New SKU = labelled image examples, not engineering reprogramming
The first block fails as soon as edge contrast shifts from 45 to 46 due to a lighting fixture swap. The second block holds because its decision is based on learned visual patterns across thousands of training images, not a single hard-coded threshold.
The deployment reality vendor pages omit
77% of AI vision implementations are still stuck at prototype or pilot scale (Sensors journal survey, January 2026). The barrier is integration complexity, training data quality, and change management. A plant that has attempted an AI vision deployment and retreated is not evidence the technology does not work. It is evidence the deployment approach failed. Those are different problems.
AI-powered vision works when: throughput exceeds what sampling inspection can safely cover, part mix is high or changing frequently, surface defect detection is the primary requirement, or the line cannot sustain the engineering overhead of rule-based vision maintenance.
Choosing the Right Machine Inspection Method: A Decision Matrix for Quality Managers
All five methods have been covered individually. This section puts them side by side against the variables that actually drive the selection decision: throughput, defect type, part complexity, and tolerance band. The matrix below is the output of that comparison.
The four input variables
Four variables determine the right method for your operation:
- Throughput requirement in parts per hour
- Primary defect type: dimensional, surface, or process-sequence deviation
- Part complexity and SKU count: single SKU, stable multi-SKU, or high-mix
- Tolerance band: micron-level dimensional accuracy or categorical pass/fail
Jidoka Inspection Method Selection Matrix
Use the Jidoka Inspection Method Selection Matrix to match your throughput, defect type, part complexity, and tolerance band to the right machine inspection method.
A note on total cost of inspection
The method with the lowest capital cost is rarely the method with the lowest per-part inspection cost at scale. A manual gauging station that cost nothing to set up often costs more per part than an AI-powered vision system at volumes above 500 parts per shift, once inspection headcount, rework, and escape costs are included. Run the calculation across a 12-month horizon before the procurement conversation begins.
No method is a permanent choice. As throughput grows and SKU complexity increases, the economics shift. This matrix is the starting point for the internal discussion.
The Inspection Gap All Five Methods Leave: Process Deviation Before The Defect Forms
A quality engineer working through the previous five methods will notice a shared limitation: every one of them evaluates the part after the process has run. None of them intervenes in the process itself. That gap is where most preventable defects originate.
What parts inspection cannot catch
Every method in this article inspects the output of a process. None of them prevents the process deviation that caused the defect.
A missed torque step. A skipped sub-assembly sequence. A wrong component picked from the wrong bin. These are process errors. They create defects. The part inspection running downstream catches the defect, sometimes. The process error that generated it repeats on the next part, and the next, until a human notices the pattern or the defect escapes to a customer.
This is a structural limitation of parts inspection. The only way to close it is to inspect the process itself.
How Nagare closes the gap
Jidoka Technologies' Nagare process-adherence monitoring platform addresses this by converting existing CCTV cameras into real-time process monitors using edge AI, verifying assembly steps and operator actions against digital SOPs without requiring new hardware infrastructure. Every action on the line is checked against the standard at the moment it occurs.
Specific Nagare capabilities from jidoka-tech.ai:
- Continuous real-time monitoring against digital SOPs
- Instant detection of deviations, missing parts, and misalignments
- Operator guidance and error-blocking before the step is completed
- Cycle-level traceability for audit and MES integration
- On-premise edge AI processing for data privacy and low latency
Jidoka reports 99.9% process adherence accuracy, a 30% improvement in process adherence, a 35% reduction in rework, and a 25% reduction in downtime across active Nagare installations.
Privacy architecture for regulated and unionised environments
Nagare uses skeleton tracking to monitor operator actions, not faces. Processing is local to the factory floor. No video leaves the site. For plants operating under GDPR, Indian PDPB, or union agreements covering surveillance, this distinction is what makes operator acceptance achievable.
"Every inspection method evaluates the part. Nagare evaluates the process that made it. That is not a refinement of inspection. It is a different capability entirely." - Jidoka Technologies
If your line is still discovering process errors after the part is made, Nagare closes that gap. Request a 30-minute Nagare demo at jidoka-tech.
Conclusion: Matching Your Inspection Method to Your Actual Constraint
Eighty percent of manufacturing quality failures are preventable with the right machine inspection method deployed at the right point in the process. The problem is not access to technology. It is that most factories are using methods selected for a production context that no longer exists.
Manual gauging, fixture gauging, CMM, rule-based vision system inspection, and AI part inspection all have a place. The question is whether your current method matches your current throughput, defect type, and tolerance band.
If the Jidoka Inspection Method Selection Matrix above placed your operation in the AI process monitoring cell, the next step is a 30-minute Nagare demo. See how edge AI converts your existing cameras into real-time process guardians at jidoka-tech.ai/products/nagare.
Frequently Asked Questions
1. What is the difference between machine inspection and quality control?
Machine inspection is the act of measuring or examining a part or process to determine whether it meets a specification. Quality control is the broader management system that governs how inspection data is used to accept, reject, or rework output. Inspection generates the data; quality control defines what happens next. A factory can have thorough inspection and poor quality control, or vice versa.
2. When does automated vision inspection outperform a CMM?
Automated vision inspection outperforms CMM inspection when throughput exceeds the CMM's sampling rate or when 100% inline inspection is required. Vision systems inspect thousands of parts per hour; a CMM inspecting the same volume would require either extreme sampling risk or a prohibitive number of machines. CMM remains the better choice for complex GD&T verification on high-value parts where a traceable dimensional certificate is a contractual requirement.
3. What is a vision-based quality audit and how does it work?
A vision-based quality audit uses cameras and image-processing software to verify product or process conformance at a defined checkpoint. The system captures an image, analyses it against a stored reference or a trained model, and classifies the output as conforming or non-conforming. AI-powered systems additionally log every inspection image, enabling retrospective defect analysis and trend detection that rule-based systems cannot provide.
4. What does automated vision inspection mean for manual inspector headcount?
Automated vision inspection does not eliminate the need for quality personnel; it changes the work they do. Inspectors shift from repetitive pass/fail observation to defect trend analysis, system calibration, and escalation handling. Lines running AI vision still require human oversight for novel defect types, borderline classifications, and exception management. The reduction in manual inspection hours is real, but redeploying that time toward higher-value quality work is the better internal frame for implementation discussions.
5. What is the 10-100x cost multiplier for external failures?
The American Society for Quality's Cost of Quality framework documents that external failure costs run 10 to 100 times higher than the cost of catching the same defect during production (ASQ, Cost of Quality). The multiplier varies by industry and defect type. Automotive recalls sit near the high end; consumable goods escapes sit lower. The figure is the financial anchor for any internal business case for inspection investment.
6. What does a manufacturing visual check actually verify?
A manufacturing visual check verifies any attribute that can be assessed by examining the part's appearance: surface defects, colour consistency, label accuracy, component presence, dimensional gross-pass, and assembly completeness. The term covers both manual operator checks and automated camera-based systems. The distinction that matters operationally is whether the check is recorded, consistent across shifts, and capable of detecting the specific defect type that causes your escapes.
7. Can AI-powered vision inspection replace a CMM entirely?
Not for all applications. AI vision reaches 98 to 100% defect detection accuracy on surface and presence/absence vision based defect check tasks (Sensors journal, January 2026), but it does not replace CMM-level dimensional metrology for safety-critical, tight-tolerance features where a traceable measurement certificate is a contractual requirement. The practical answer for most manufacturers is a hybrid architecture: AI vision for 100% inline screening and CMM for first-article, process capability, and contract-required dimensional certification.







