Le contrôle de la qualité de fabrication évolue rapidement. Le le marché mondial de l'inspection par IA atteindra 33 milliards de dollars en 2025 car les contrôles manuels échouent trop souvent. Les inspecteurs humains se fatiguent et remarquent les défauts. Vous avez besoin d'une machine d'inspection visuelle automatique pour résoudre ce problème. Ces systèmes utilisent une inspection visuelle basée sur l'IA pour détecter les erreurs 24 heures sur 24, 7 jours sur 7.
Une machine d'inspection visuelle automatique garantit une cohérence que les humains ne peuvent tout simplement pas égaler. Il détecte les petits défauts en utilisant détection des défauts de vision industrielle. Les entreprises réalisent instantanément d'énormes économies. Une entreprise d'électronique a même vu 280% DE RETOUR SUR INVESTISSEMENT. Les usines intelligentes exigent cette rapidité et cette précision pour rester rentables.
Comprendre les machines d'inspection visuelle automatique : concepts fondamentaux
Une machine d'inspection visuelle automatique sert de système de contrôle qualité intelligent de votre usine. Il détecte automatiquement les défauts à l'aide d'algorithmes d'imagerie et d'IA avancés. Contrairement aux travailleurs humains qui s'épuisent, cette machine fonctionne avec une précision mathématique. Vous bénéficiez d'une objectivité constante, ce qui est important lorsque la qualité du produit a un impact sur la sécurité.
Le système agit comme les « yeux numériques » de la production. Les caméras à haute vitesse capturent des images sous un éclairage contrôlé au fur et à mesure que les pièces se déplacent le long de la ligne. La machine d'inspection visuelle automatique traite ces images instantanément. Il identifie les rayures de surface, les erreurs d'assemblage et les composants manquants. Cette précision d'inspection visuelle garantit que seuls les bons produits sont expédiés.
Ce qui distingue l'AVI des systèmes AOI manuels et traditionnels
La comparaison de ces méthodes montre pourquoi la détection des défauts de vision industrielle moderne est gagnante :
- Inspection manuelle : Les inspecteurs se fatiguent rapidement. Ils manquent 10 à 40 % de défauts et de manque de consistance.
- Traditionnel Systèmes d'inspection optique automatisés: Ces anciens systèmes suivent des règles strictes. Ils sont confrontés aux variations naturelles des produits et nécessitent une reprogrammation constante.
- AVI moderne : Une machine d'inspection visuelle automatique utilise une inspection visuelle alimentée par l'IA pour apprendre. Il permet de distinguer les défauts réels des variations acceptables telles que la poussière ou les changements de texture.
Cette adaptabilité permet au système de s'améliorer au fil du temps. Il gère de nouveaux types de produits sans configuration complexe, résolvant ainsi les principaux défis du contrôle qualité existant.
Comment fonctionnent les machines d'inspection visuelle automatique : l'architecture technique
La machine d'inspection visuelle automatique suit un flux de travail systématique en six étapes. Il évalue les produits à des vitesses industrielles, analysant souvent des milliers de pièces par heure avec une précision d'inspection visuelle élevée.
Étape 1 — Acquisition d'images et optimisation de l'éclairage
Les détecteurs de mouvement déclenchent le système lorsqu'un produit entre dans la zone. Les caméras haute résolution capturent des images d'une netteté cristalline. L'éclairage détermine le succès dans ce domaine. Les lumières structurées mettent en évidence les défauts afin que la machine d'inspection visuelle automatique capture les données utilisables. Des configurations spécifiques révèlent différents défauts, tels que le rétroéclairage pour des problèmes de forme.
Étape 2 — Traitement et amélioration de l'image en temps réel
Le système prétraite les images pour supprimer le bruit et augmenter le contraste. Cette étape permet de standardiser la qualité. Il garantit que les algorithmes de détection des défauts de vision industrielle reçoivent des entrées propres quelles que soient les conditions de l'usine.
Étape 3 — Détection des défauts basée sur l'IA à l'aide du Deep Learning
Les modèles d'apprentissage profond analysent les données. Des architectures comme CNN identifier les anomalies que les systèmes d'inspection optique automatisés rigides passent souvent inaperçus. La détection des défauts par apprentissage profond permet de détecter des problèmes complexes tels que les changements de texture ou erreurs d'assemblage instantanément.
Étape 4 — Classification et prise de décisions
L'IA prend une décision en quelques millisecondes. Il marque les pièces comme des réussites ou des échecs. Une machine d'inspection visuelle automatique fournit un score de confiance, aidant les opérateurs à faire la distinction entre les défauts évidents et les cas limites.
Etapes 5 et 6 — Déclenchement des actions et enregistrement des données
Le système isole immédiatement les défauts à l'aide de réjecteurs mécaniques. Simultanément, la machine d'inspection visuelle automatique enregistre les données de détection des défauts en temps réel dans votre logiciel. Cela crée un enregistrement numérique complet pour le contrôle qualité de la vision par ordinateur.
Technologies clés qui alimentent les systèmes d'inspection visuelle automatique
Une machine d'inspection visuelle automatique associe un matériel robuste à des logiciels avancés pour fournir des résultats. Ces systèmes s'appuient sur des technologies spécifiques pour garantir une précision d'inspection visuelle élevée dans les environnements industriels difficiles.
A) Composants matériels
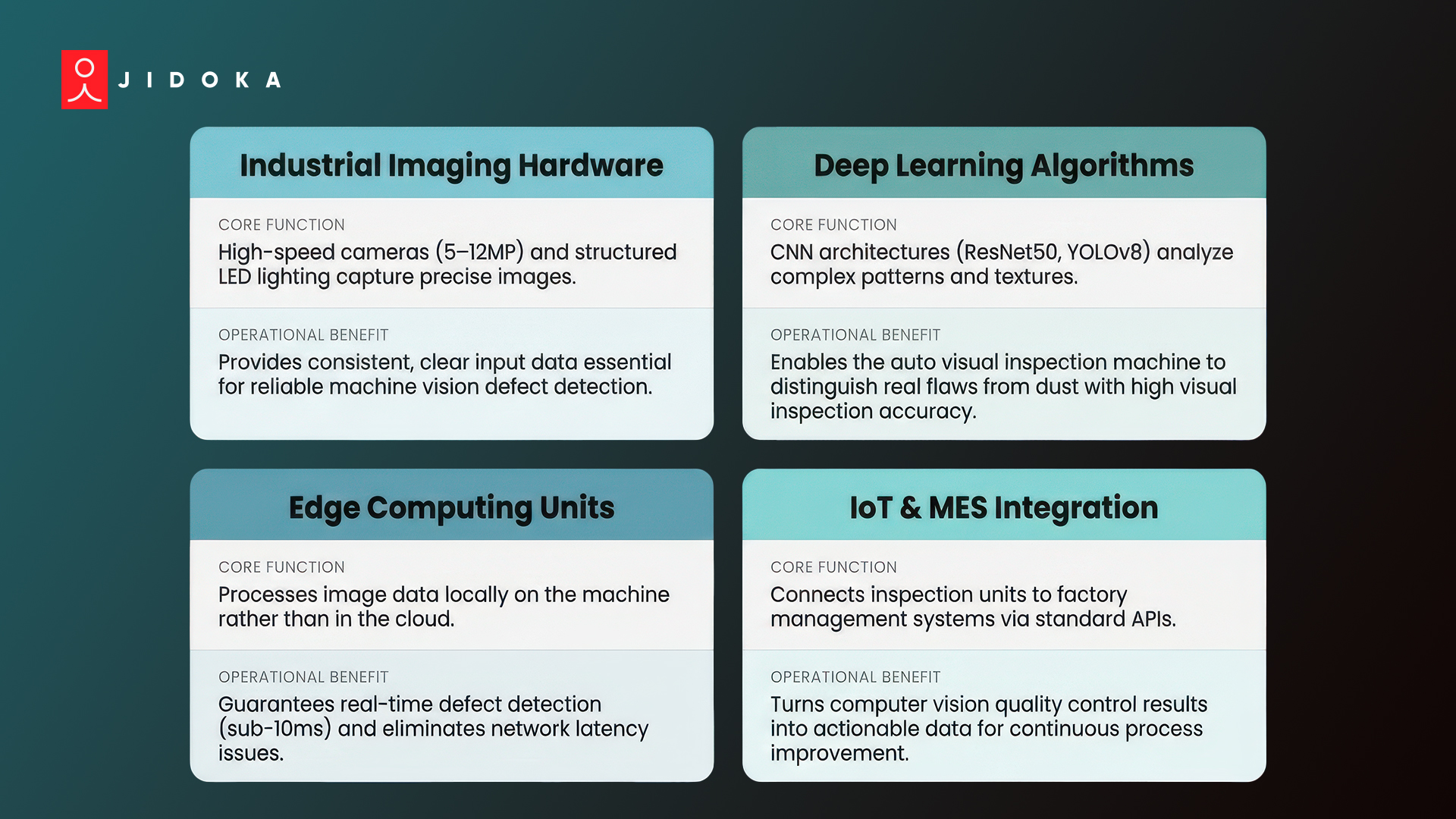
La caméra fait office de capteur principal. Vous utilisez généralement des appareils photo industriels de 5 à 12 mégapixels pour capturer des détails précis. L'éclairage est la clé du succès. Matrices LED de précision ou les lumières infrarouges mettent en évidence les défauts de surface afin que la machine d'inspection visuelle automatique capture des données claires.
Un contrôle de mouvement constant garantit que chaque produit s'aligne parfaitement sur la prise de vue. Cette configuration fournit les données brutes nécessaires à une détection fiable des défauts de vision industrielle.
B) Modèles d'apprentissage profond et vision par ordinateur
Le logiciel définit l'intelligence du système. Détection des défauts par apprentissage profond les usages Réseaux de neurones convolutifs (CNN) comme ResNet 50 ou Yolo V8. Ces modèles identifient des motifs complexes, tels que des changements de texture ou des variations organiques, qui échappent aux systèmes d'inspection optique automatisés rigides. La machine d'inspection visuelle automatique exécute ces modèles pour classer les défauts avec une compréhension semblable à celle des humains mais avec une cohérence robotique.
C) Edge Computing et analyse en temps réel
La rapidité permet d'éviter les goulots d'étranglement dans la production. La détection des défauts en temps réel s'effectue localement sur les appareils périphériques, et non dans le cloud. Cela permet d'éliminer les problèmes de latence. La machine d'inspection visuelle automatique traite les images instantanément, ce qui lui permet de déclencher des mécanismes de rejet dans les millisecondes suivant la détection d'une erreur.
D) Intégration à l'infrastructure de l'industrie 4.0
Les données apportent une valeur ajoutée à long terme. L'apprentissage automatique industriel connecte votre équipement d'inspection à un réseau plus large. La machine d'inspection visuelle automatique transmet les résultats directement aux systèmes MES et ERP. Cette intégration transforme le contrôle qualité de la vision par ordinateur en informations exploitables pour l'amélioration continue des processus.
Avantages concrets et retour sur investissement : pourquoi les fabricants investissent dans l'inspection visuelle automatique
Les arguments financiers en faveur d'une machine d'inspection visuelle automatique sont simples. Elle permet de réduire les coûts tout en augmentant la production. Les fabricants ne se contentent pas d'acheter de la technologie ; ils achètent des résultats commerciaux tangibles.
1. Détection spectaculaire des défauts et amélioration de la qualité
Un fabricant de dispositifs médicaux a sauvé 18 millions de dollars en un an en passant à l'IA. Ils ont utilisé des systèmes d'assurance qualité automatisés pour éliminer les défauts avant l'expédition. Cela permet d'éviter des rappels coûteux. De même, un fournisseur automobile le défaut de coupe s'échappe par 87 % avec détection précise des défauts de vision industrielle. Une machine d'inspection visuelle automatique garantit votre réputation mieux que les contrôles manuels ne pourraient jamais le faire.
2. Réduction des coûts de main-d'œuvre et d'exploitation
Les coûts de main-d'œuvre baissent de manière significative. Les économies moyennes réalisées par une usine 691 200$ chaque année par ligne de production. La technologie d'automatisation de la fabrication vous permet de transférer le personnel vers des postes à plus forte valeur ajoutée. Ils résolvent les problèmes au lieu de simplement les trouver. Votre machine d'inspection visuelle automatique gère les contrôles répétitifs, de sorte que votre équipe se concentre sur l'amélioration des processus.
3. Gains de débit et de capacité
La vitesse est importante. Un entreprise d'électronique sortie accrue par 32 % en un an sans acheter de nouveaux équipements de production. La machine d'inspection visuelle automatique fonctionne 24h/24 et 7j/7 sans fatigue. Il élimine complètement le goulot d'étranglement en matière de qualité, vous permettant d'expédier plus de produits à chaque quart de travail.
4. Retour sur investissement et calendrier de remboursement
Les chiffres s'additionnent rapidement. Les données du secteur montrent 75 % retour sur investissement de l'inspection visuelle dès la première année. Les délais d'amortissement tombent souvent en dessous de cinq mois. Alors que les systèmes d'inspection optique automatisés traditionnels coûtent plus cher à entretenir, l'IA moderne est rapidement rentabilisée. Une machine d'inspection visuelle automatique revient souvent 200 % sur les investissements en seulement deux ans.
Comment Jidoka Tech peut vous aider à transformer le contrôle qualité
Technologie Jidoka construit une solution de machine d'inspection visuelle automatique qui fonctionne sous une pression de production réelle. Leur équipe aligne avec précision les caméras, l'éclairage et la synchronisation des automates programmables pour garantir le bon fonctionnement du système à chaque quart de travail. Les installations utilisant Jidoka signalent des performances constantes, le traitement étant terminé 12 000 pièces par minute avec une fiabilité inégalée.
Jidoka alimente ses systèmes grâce à deux technologies de base :
- BOUSSOLE: Cet outil de haute précision entraîne la machine d'inspection visuelle automatique. Il atteint une précision de plus de 99,8 %, examine les images en moins de 10 ms et apprend de nouvelles variantes en utilisant 70 % d'échantillons en moins.
- NAGARE: Cet analyste des processus suit les étapes d'assemblage à l'aide de caméras existantes. Il réduit les retouches de 35 % en détectant immédiatement les erreurs.
Fonctionnant entièrement sur des unités périphériques locales, Jidoka fournit des systèmes d'assurance qualité automatisés et réactifs. Cette configuration d'inspection visuelle robuste alimentée par l'IA garantit l'absence de retard sur votre ligne.
Conclusion
Une machine d'inspection visuelle automatique redéfinit le contrôle qualité moderne. Il combine rapidité et précision de l'inspection visuelle pour surpasser les contrôles manuels obsolètes.
Le fait de vous fier à une inspection humaine vous rend vulnérable. La fatigue et les incohérences entraînent des défauts qui se répercutent quotidiennement. Ces défauts évités détruisent votre réputation et réduisent vos profits en raison de rappels coûteux. Sans détection précise des défauts de vision industrielle, vous risquez de prendre du retard sur vos concurrents qui automatisent.
Ne laissez pas les pièces défectueuses quitter votre usine. Machine d'inspection visuelle automatique de Jidoka garantit l'absence de défaut de fabrication. Transformez votre processus de qualité dès aujourd'hui.
FAQs
1. Quels types de défauts les machines d'inspection visuelle automatique peuvent-elles détecter de manière fiable ?
Une machine d'inspection visuelle automatique détecte instantanément les problèmes de surface tels que les rayures, les fissures et les erreurs de couleur. Il excelle dans la détection des défauts de vision industrielle pour les pièces mal alignées et les composants manquants. Alors que les défauts internes nécessitent des radiographies, ce système offre une précision d'inspection visuelle de 99 % pour les défauts visibles.
2. Combien de temps faut-il pour mettre en œuvre un système d'inspection visuelle automatique ?
Le déploiement d'une machine d'inspection visuelle automatique prend généralement de 12 à 20 semaines. Ce calendrier couvre la planification, la collecte de données et la formation à la détection des défauts par apprentissage approfondi. Les petites configurations se terminent plus rapidement. Vous investissez ce temps à l'avance pour vous assurer que le système fonctionne parfaitement sur votre chaîne de production.
3. Quel est le retour sur investissement réaliste des investissements dans les machines d'inspection visuelle automatique ?
Vous constatez généralement un retour sur investissement de 75 % lors de l'inspection visuelle la première année. La plupart des fabricants obtiennent un retour sur investissement complet dans les cinq mois. Une machine d'inspection visuelle automatique réduit considérablement les coûts de main-d'œuvre et les rebuts. Cette technologie d'automatisation de la fabrication génère souvent des rendements de 200 % en deux ans.
4. Comment les systèmes d'inspection visuelle alimentés par l'IA gèrent-ils les variations de produits ?
L'inspection visuelle basée sur l'IA s'adapte facilement. La machine d'inspection visuelle automatique apprend les variations acceptables grâce à une formation continue. Il fait la distinction entre les défauts réels et les modifications sûres. Vous mettez à jour les modèles vous-même, de sorte que le système gère les nouvelles conceptions sans avoir besoin d'une assistance coûteuse du fournisseur ou d'une reprogrammation complexe.
5. Que se passe-t-il lorsque les machines d'inspection visuelle automatique identifient des défauts ?
La machine d'inspection visuelle automatique déclenche des réponses instantanées. Il rejette mécaniquement les pièces défectueuses ou arrête la ligne pour vous avertir. Simultanément, il enregistre les données de détection des défauts en temps réel. Vous obtenez un feedback immédiat pour corriger les causes profondes au lieu de simplement collecter de mauvais produits.
6. Comment la mise en œuvre de l'inspection visuelle automatique s'intégre-t-elle aux systèmes de production existants ?
Les systèmes modernes s'intègrent parfaitement. Votre machine d'inspection visuelle automatique se connecte aux plateformes MES et ERP via des API standard. Edge computing garantit son fonctionnement même en cas de défaillance du réseau. Cette intégration transforme votre équipement d'inspection en une source de données vitale pour une vision intelligente de l'usine.







