
Most plants lose margin not on the shop floor but in the gap between what inspection promises and what it actually catches. A trained human inspector running inline inspection misses roughly 1 in 5 defects under normal conditions. By shift three, that number climbs higher.
Every defect that slips past a checkpoint carries the full production cost of the part into the next stage, where correcting it costs more. Inline production inspection changes that math by shifting the detection point earlier, and AI changes it again by closing the gap between what is inspected and what is actually produced.
This guide breaks down the full production inspection stack from the first article to patrol to inline AI, so plant engineers understand what each checkpoint does and what it costs to skip it.
The Four Production Inspection Types Every Plant Engineer Must Know
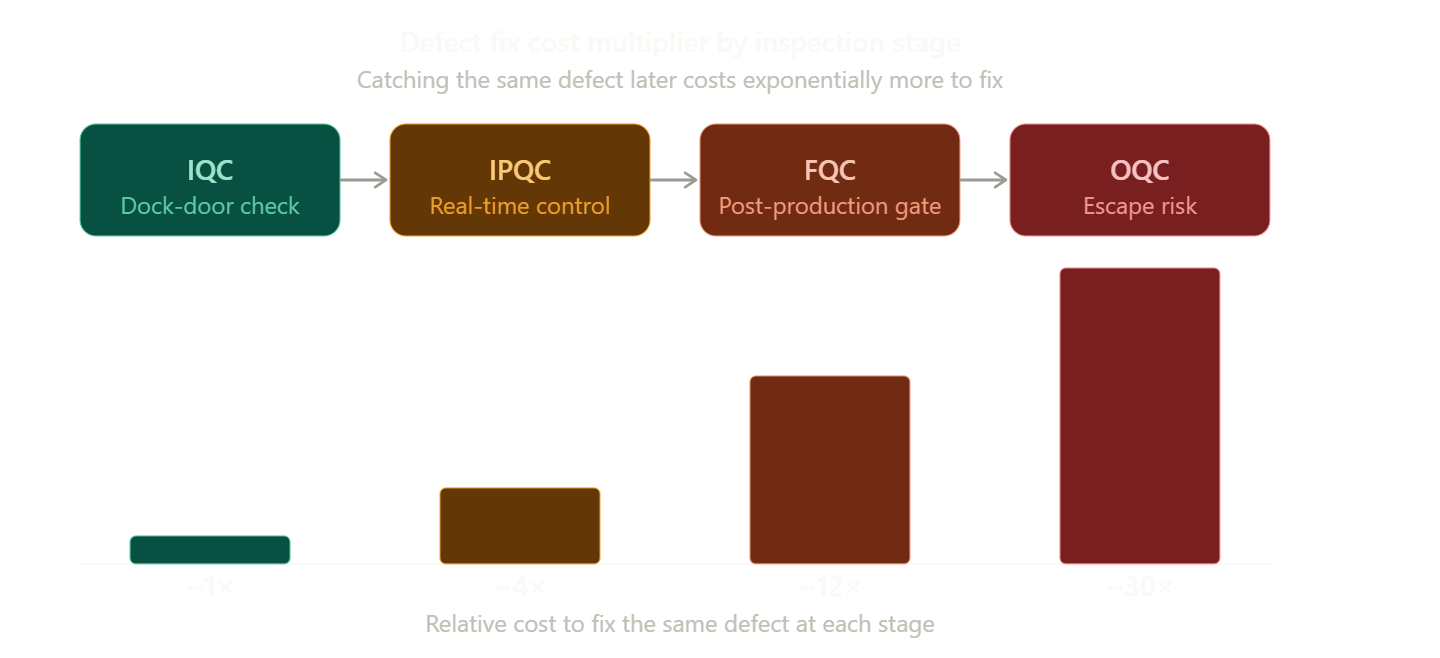
The four inspection types (IQC, IPQC, FQC, and OQC) form a sequential quality architecture. Each stage catches a different class of failure. Skipping any one shifts defect fixes cost downstream, where it multiplies.
Most quality programs treat these four as a checklist. The smarter framing: treat them as a defect cost multiplier. A defect caught at IQC costs almost nothing to address. The same defect at OQC carries the full production cost of the part plus potential customer exposure.
IQC: Stopping Bad Material Before It Enters the Line
The incoming quality check is the first gate, and it is far cheaper than any gate that follows. Incoming quality control checks raw materials, components, and purchased parts before they enter production.
What IQC covers:
- Visual condition checks for damage, corrosion, or contamination
- Dimensional verification against engineering drawings
- AQL sampling for lot acceptance or rejection
- Material certificate review for traceability
The economic logic is blunt. If sheet metal arrives 0.1mm over specification and IQC passes it, every precision part produced from that stock may be scrapped during final inspection. The rework bench cost is always higher than the dock door cost.
IPQC: The Checkpoint Layer That Runs While the Line Runs
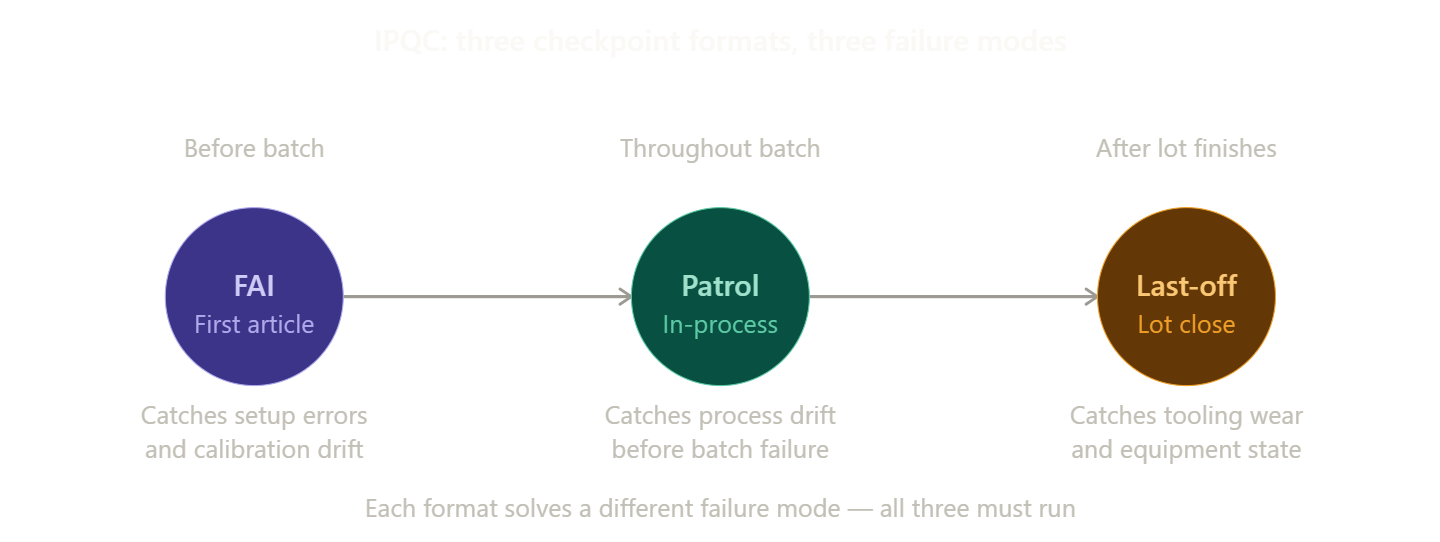
In-process quality control (IPQC) is where most production defects either get caught early or turn into batch-level problems. It runs three distinct formats: first inspection, patrol inspection, and last-off inspection.
Each format targets a different failure mode:
- First inspection catches setup errors before the batch runs
- Patrol inspection catches process drift before it becomes a batch problem
- Last-off inspection catches tooling degradation before it contaminates the next lot
The goal of any IPQC program is not to inspect products after production, but to monitor and adjust the process in real time so substandard batches never form.
FQC and OQC: Where Escaped Defects Become Expensive
Final quality control (FQC) is the comprehensive evaluation of the finished product against engineering drawings, customer specifications, and applicable standards. It is the last internal gate before outgoing quality control (OQC).
By the time FQC runs, the part has consumed all its production labor, tooling time, and materials. Finding a defect here doesn't just mean rework. It means that everything invested in producing that part may be lost. OQC is worse: a defect at that stage risks a direct customer escape, a warranty claim, or a field failure.
The expensive defects in any plant are the ones that pass IPQC and reach FQC or OQC. That is a coverage gap, not an IPQC design flaw: intervals too wide, sampling too thin, or detection criteria too coarse.
Inline Production Inspection Checkpoints: What to Measure and When
Effective inline production inspection maps three checkpoints to three failure modes: setup errors, process drift, and equipment degradation. Miss any one and the remaining two compensate for a problem they were not designed to catch.
The checkpoints themselves are not new. What changes with AI is the coverage rate at each checkpoint, the detection threshold, and what happens with the data after a defect is logged. Inline production inspection run manually relies on sampling. Run with AI, it achieves 100% part coverage across all three checkpoint types.
First Article Inspection: Why the First Part Decides Everything
First Article Inspection (FAI) verifies that the manufacturing process can consistently produce parts meeting all requirements before full batch production begins.
What FAI catches that most engineers underestimate:
- Wrong tooling setup carried over from the previous production run
- Incorrect material loaded by the operator, common on multi-material lines
- Machine calibration that drifted since the last maintenance cycle
- Fixture wear that sits within individual tolerance but stacks against the nominal
The rule is simple: no batch starts without a signed-off first article. The pressure to skip this on urgent jobs is exactly when it matters most. Urgent jobs run with shortcuts. Shortcuts show up at FQC.
Patrol Inspection: The Interval Logic That Stops Drift Before It Becomes a Batch
Patrol inspection runs after the first article is signed off and continues throughout the production run. It uses a rotating method to regularly check whether process parameters, operation changes, and standards meet requirements, recording detection status and carrying out control and supervision.
Patrol interval is where most inline inspection programs make their worst decisions. Setting a 2-hour patrol cycle on a 12,000-parts-per-hour line is paperwork, not risk management. The interval should be set by the failure rate of the process and the cost of a batch escape, not by what is convenient for the inspector.
Key parameters to patrol on most production lines:
- Dimensional checks at critical features, not every feature
- Surface condition and cosmetic acceptance criteria
- Torque values or assembly force readings
- Weld quality via visual and gauge checks
- Assembly sequence compliance, especially on multi-variant lines
Last-Off Inspection: The Handoff Check Nobody Talks About
Last-off inspection applies where product quality depends on molds and equipment. The last piece or last three pieces are inspected when the lot finishes, preparing the correct technical state for the next production lot.
Skipping this creates stealth defects. Die wear or equipment degradation from the current lot carries silently into the next. The first article of the following run passes because the damage is incremental, not catastrophic. It shows up three hours in, when the process has drifted enough to produce rejects.
Last-off is simple to execute and rarely documented properly. That gap is one of the most common failure modes in inline inspection programs across high-volume plants.
How Inline AI Changes the Economics of During Production Inspection
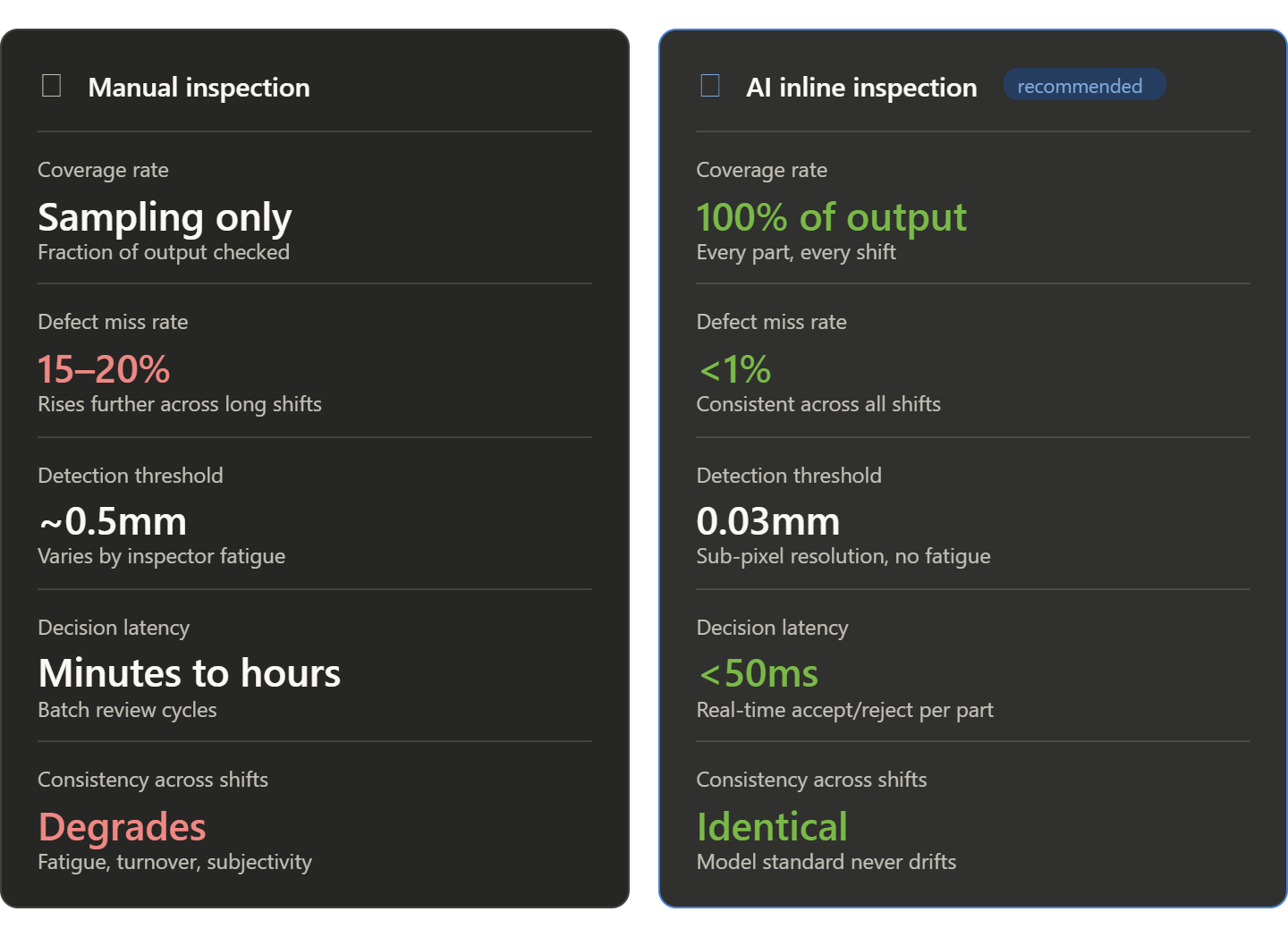
AI-powered inline production inspection eliminates the two core limitations of manual IPQC: coverage rate and detection consistency. A manual inspector samples. An AI system inspects every part, every shift, without performance degradation.
The economic case is not abstract. It is a direct comparison of what each approach misses and what those misses cost downstream.
What Manual Inspection Actually Costs Per Shift
Manual inline inspection is deceptive on paper. The hourly rate looks manageable. The miss rate does not show up as a line item.
Trained inspectors carry a 15 to 20% miss rate on real defects under normal conditions. That rate climbs over long shifts and on high-speed lines where sampling covers only a fraction of output. Every missed defect carries the full production cost of that part into the next stage, plus the downstream cost if it escapes to the customer.
The true cost of manual inline production inspection is not the inspector's wage. It is the compounding cost of the defects that pass through undetected.
What AI Inline Production Inspection Delivers That Manual Cannot
AI inline inspection systems process images at speeds manual inspection cannot approach, at detection thresholds human inspectors cannot sustain across a full shift. The economics are not marginal. They are structural.
What AI delivers at the checkpoint level:
- 100% coverage: Every part inspected, not a sample. No shift-end fatigue and no inspector rotation gaps
- Sub-50ms decisions: Accept or reject decisions in real time, synchronized with the conveyor
- Consistent detection criteria: The model applies the same standard to part 1 and part 1,000,000. Manual inline inspection drifts across shifts
- Defect resolution to 0.03mm: Surface anomalies invisible at manual inspection speed are flagged and logged with location data
The shift from sampling to 100% coverage alone changes the quality architecture of inline production inspection. Patrol intervals made sense when human inspectors were the only option. With AI on the line, the patrol concept changes: the system does not rotate, it runs continuously.
ROI Thresholds: When Inline Production Inspection with AI Pays and When It Doesn't
The ROI case for AI inline production inspection is real but not universal. Plants below a certain daily volume see better returns from structured manual IPQC first.
Where AI inline inspection pays:
- High-volume production with tight tolerances and a definable defect taxonomy
- Lines where escape costs are high: customer returns, warranty claims, or regulatory exposure
- Operations running multiple shifts where inspector consistency degrades
Where manual IPQC is still the right call:
- Low-volume, high-complexity, or highly variable production where training data is thin
- Custom assemblies with frequent design changes requiring constant model retraining
- Regulatory environments where the qualified human inspector is part of the compliance framework
Most manufacturers running mid-to-high volume lines see ROI within 6 to 12 months through reduced scrap, fewer customer returns, and lower manual inspection headcount.
Where Inline Inspection Data Goes: Closing the Loop with SPC and Predictive Maintenance
AI-connected inline production inspection doesn't just log defects. It turns each defect event into a process signal, feeding directly into statistical process control (SPC) charts and equipment health monitoring with latency measured in seconds, not hours.
This is what separates AI inline inspection from automated optical inspection (AOI) as it existed a decade ago. The older systems flagged defects. The newer systems explain them.
From Inspection Result to Process Correction in Real Time
Traditional inspection in manufacturing records a defect after the fact. AI-connected inline production inspection triggers a correction before the next part fails.
The practical version: an AI vision system detecting dimensional drift on stamped body panels correlates the pattern with press parameters and triggers a maintenance alert before a significant number of defective parts are produced. Manual inspection discovers the same issue after a full batch is complete and the press has been running out of tolerance for hours.
Real-time SPC integration means the inline inspection signal feeds directly into control charts. The lag between detection and corrective action compresses from shift-end review cycles to seconds.
Linking Inline Defect Data to Equipment Health
This is the capability most plants underuse. AI inline inspection links defect patterns to machine health, turning surface anomalies into early indicators of tooling condition and press parameters.
What that looks like in practice:
- A recurring scratch pattern on a specific surface zone correlates to a worn guide rail
- Dimensional deviation trending upward across consecutive parts signals tooling wear
- Assembly error spikes tied to a specific shift point to an operator qualification gap
The inline quality inspection system becomes an early warning layer for predictive maintenance. The defect data already exists on the line. The question is whether the system connects it to equipment health or just logs it.
How Jidoka Technologies Builds Inline Inspection That Actually Works Under Production Pressure
Jidoka Technologies builds AI inline inspection systems purpose-built for production environments, not generic machine vision tools adapted after the fact. Our team aligns cameras, lighting, PLC timing, and edge compute so the system performs consistently across all shifts, at volumes that expose every weakness in conventional inline production inspection setups.
Our two core systems extend inline production inspection beyond standard defect detection:
- KOMPASS reaches 99.8%+ accuracy on live lines, reviews each frame in under 10ms, and learns new variants with 60 to 70% fewer training samples. It handles reflective metals, printed surfaces, and textured parts that break rule-based vision systems.
- NAGARE tracks 100% of assembly steps through existing cameras, flags missing parts or wrong sequences in real time, and cuts rework by 20 to 35%.
Both run on local edge units to avoid latency from cloud round trips, which matters at 12,000+ parts per minute.
For plant engineers evaluating the move from manual IPQC to inline production inspection with AI, Jidoka provides structured deployment support from checkpoint mapping and model training through to line integration and ROI validation.
Talk to the Jidoka team about mapping your current inspection checkpoints and identifying where AI inline inspection delivers measurable return, fast.
Conclusion
The four inspection types still define the quality architecture of any production environment. What has changed is what IPQC can do when AI runs the inline production inspection layer: 100% part coverage, sub-50ms detection decisions, and defect data that feeds back into the process instead of just logging it for a report. Plants treating inline production inspection as a reporting function will keep paying for escapes. Plants treating it as a process control tool start closing that gap.
If your current checkpoint structure has coverage gaps, that is the right place to start. Let's map it.
FAQs
1. What is an inline production inspection?
Inline production inspection is the continuous or checkpoint-based quality checking of products while they are actively being manufactured, before the batch completes. It covers first article, patrol, and last-off inspection and can run manually or through AI vision systems integrated directly with the production line. The defining characteristic: defects caught while corrections are still cheap.
2. What is the difference between IPQC and final inspection?
IPQC runs during production at defined checkpoints to catch defects while process corrections cost almost nothing. Final inspection (FQC) evaluates finished products after all production is complete. A defect caught at an inline production inspection checkpoint costs a fraction of what the same defect costs at FQC, where the part has already consumed all its production labor, tooling time, and materials.
3. How accurate is AI inline production inspection compared to manual inspection?
AI inline production inspection systems reach 99%+ defect detection accuracy under production conditions. Trained human inspectors typically operate at 80 to 85% accuracy, with performance declining across long shifts and on high-speed lines. The gap widens further when manual sampling covers only a fraction of total output, which is the norm on any high-volume inline inspection environment.
4. What types of defects can AI inline inspection detect?
AI-powered inline quality inspection detects surface scratches, dimensional deviations, cracks, texture anomalies, weld inconsistencies, assembly errors, and label misprints, often down to 0.03mm resolution. Deep learning models handle natural product variation without generating false rejects. This is the primary limitation of older rule-based machine vision systems that break when product presentation changes.
5. What is the ROI timeline for AI inline production inspection systems?
Most manufacturers implementing AI inline production inspection see ROI within 6 to 12 months through reduced scrap, lower rework labor, fewer customer returns, and redeployed manual inspection headcount. ROI is strongest in high-volume environments. Plants running lower daily volumes typically see better returns from building a structured manual IPQC program first before layering in AI.
6. How does inline inspection data connect to process improvement?
Every defect logged by an AI inline production inspection system includes its location, the production parameters active at detection time, and image evidence. That data feeds into SPC charts in real time, compressing detection-to-correction lag from hours to seconds. Over time, defect pattern analysis links surface anomalies to tooling wear, machine drift, or material variation before they escalate to batch-level failures.







