.webp)
The Six Sigma project closes. The certificate goes on the wall. Ninety days later, the scrap rate is three points higher than project close, and nobody can explain why.
This is not a failure of six sigma process optimization. It is a monitoring failure. The DMAIC framework identifies variation, measures it precisely, and installs a fix. What it does not do, by design, is watch the process after the fix goes in. That responsibility falls to the Control phase, and most plants have not given it the infrastructure it needs.
Six sigma process optimization uses DMAIC to reduce defects and process variation. AI accelerates the Measure, Analyze, and Control phases by replacing periodic audits with real-time, cycle-level data. Vision-based process monitoring closes the DMAIC loop by detecting deviations the moment they occur, before rework costs accumulate.
AI does not replace six sigma process optimization. It gives the Control phase what it has always needed: a mechanism that runs at production speed, not audit frequency.
This guide will break down how AI maps onto each DMAIC phase, why the Control phase is the structural gap, and what closing that gap looks like on a live line.
What Six Sigma Process Optimization Actually Measures
Six sigma process optimization targets process variation, not defects directly. Defects are the output of uncontrolled variation. Control the variation, and defect rates fall as a predictable mathematical result.
Most practitioners know six sigma quality control as a five-phase improvement method. What matters operationally is that DMAIC is sequential by design: each phase gates the next. That is a strength during an active project and a structural vulnerability the moment the project closes.
The Control phase inherits whatever monitoring infrastructure existed before the six sigma process optimization project started. In most plants, that means periodic monitoring: a sample at shift start, an audit twice a week, end-of-line checks before the batch ships.
Why RTY Exposes What Final Yield Hides
Rolled Throughput Yield (RTY) is the metric that makes this problem visible. It multiplies the First Time Right rate at every process step, not just the last one. It is the core measure in any serious production process improvement initiative.
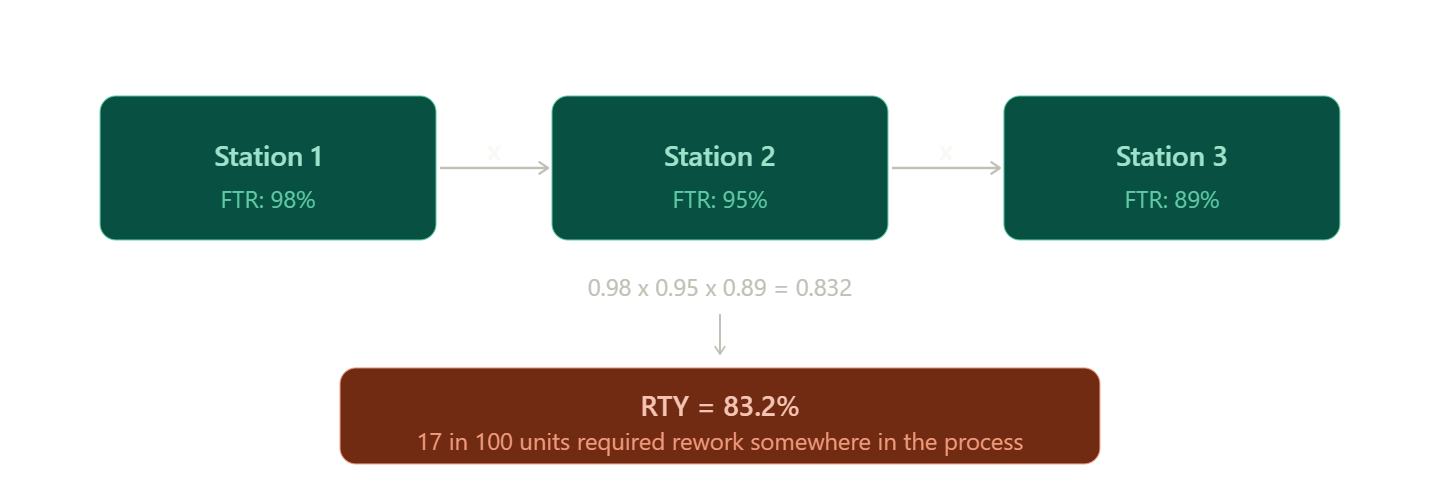
A three-step line running 98%, 95%, and 89% FTR rates produces an RTY of 83.2%:
RTY = 0.98 x 0.95 x 0.89 = 0.832
That means 17 units in every hundred required rework somewhere in the process, even if the final shipped yield looked acceptable. RTY reveals the hidden factory. Final yield conceals it.
The critical engineering detail: RTY calculation requires per-step data. A shift-based audit cannot generate it. You need cycle-frequency measurement to see where variation enters the process, exactly what six sigma process optimization demands in the Measure phase, and what most facilities stop collecting once the project ends.
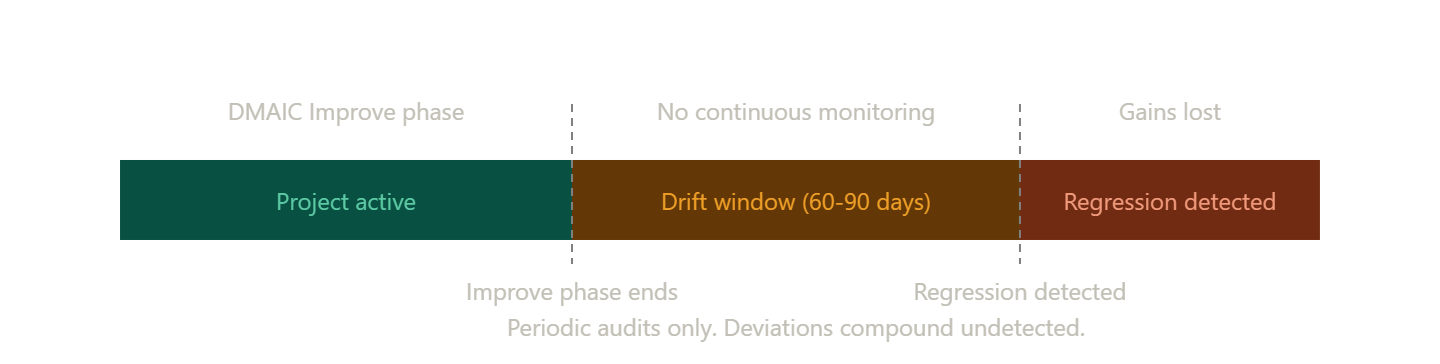
This gap creates the DMAIC Drift Window: the period between process improvement at the end of the Improve phase and first detected regression. Without continuous monitoring, that window runs 60 to 90 days in most facilities.
Where AI Changes the Economics in Each DMAIC Phase
Not every DMAIC phase benefits equally from AI. This is a practitioner assessment of where the economics actually shift for six sigma process optimization practitioners, and where they do not.
1. Define and Improve: Limited AI Value
Define is a human judgment call. AI can surface patterns in warranty clusters and complaint data to sharpen problem scoping, but which problem the organization prioritizes is a resource and strategy decision. AI narrows the options. It does not make the call.
Improve follows the same logic. Digital twin simulations allow proposed process changes to be tested without stopping the line, which is genuine value for any production process optimization program. But the design of the improvement itself still requires engineering judgment. AI compresses the testing cycle. It does not replace the thinking behind the change.
2. Measure and Analyze: High AI Value
The Measure phase is where production process optimization economics shift noticeably. Computer vision systems capture at cycle frequency what manual measurement cycles cannot:
- Cycle time at every station, not sampled across a shift
- Step completion and sequence adherence on every unit
- Component presence, orientation, and torque state in real time
- Gauge R&R data without stopping the line for manual measurement rounds
Real-time Cpk calculation at production speed replaces shift-based SPC chart reviews. The gap between "process drifted" and "quality team knows about it" compresses from hours to seconds. That compression is where six sigma process optimization gains velocity in the Measure phase.
In the Analyze phase, anomaly detection algorithms identify which process parameters actually drive variation. Root cause analysis shifts from a retrospective exercise into a live investigation. What once took two shifts to trace now surfaces at the specific cycle it occurred, a fundamental change in how six sigma process optimization practitioners work through the Analyze phase.
3. Control: Highest Value, Most Under-Served
The Control phase benefits most from AI and receives the least attention from current tooling. Most AI vision products are positioned as inspection systems. They detect defects at end-of-line. They do not monitor the process that generates defects.
Production process optimization requires closing the feedback loop inside the process, not after it. Inspection and control are different functions. That distinction determines whether six sigma process optimization gains hold after a project closes or quietly unravels over one quarter.
The Control Phase Problem That Six Sigma Cannot Solve Without Continuous Monitoring
Six sigma process optimization projects succeed in the Improve phase and unravel in the Control phase. The cause is structural: a monitoring frequency problem, not a methodology problem. DMAIC assumes continuous monitoring exists. It does not specify how to build it. Most facilities default to what they already had.
In a plant with shift-based quality checks, the control gap runs 4 to 8 hours per occurrence. In a facility using end-of-line inspection only, the control gap is the entire production run. Every hour of that gap is a window where production process optimization gains are bleeding out.
What happens inside that window on a typical discrete manufacturing line:
- A fixture drifts by 0.2mm. Forty units are produced before the next check. All forty go to rework.
- An operator skips a torque verification step under schedule pressure. The next audit is 6 hours away.
- A new material lot behaves differently from the certified sample. The Cpk does not reflect it until the week's report.
Statistical process control (SPC) charts detect that a process has drifted outside control limits. They do not prevent the next non-conforming unit from entering the line. The chart signals after the fact. That is the core problem in six sigma process optimization Control phase design: SPC is a detection system, not an enforcement system.
The structural argument for production process optimization at this level is clear: a continuous enforcement mechanism that operates at production speed, not audit frequency. The question is what that mechanism actually looks like on a live production line.
How Vision-Based Monitoring Closes the DMAIC Loop in Practice
A vision-based system capable of closing the six sigma process optimization loop must meet four specific engineering requirements:
- Verify each assembly or process step against a digital SOP in real time, on every unit
- Detect deviations before the non-conforming unit advances to the next station
- Alert the operator with enough specificity to correct the issue, not just flag that a problem exists
- Log cycle-level data for continuous RTY and Cpk calculation so production process optimization runs permanently, not only during the project
The Edge AI Requirement
Cloud-based vision systems fail the Control phase requirement for one engineering reason: latency. A 3 to 8 second cloud round-trip is too slow to stop a deviation before it moves downstream. That feedback gap is functionally identical to a slow audit cycle. It tells you what happened. It does not stop what happens next.
Edge AI processes data locally, at the station, with no network round-trip. Sub-second response time. At production lines running 12,000 parts per minute or more, that latency difference is not a performance preference. It is a binary requirement for production process optimization at production speed.
Nagare in Practice
Nagare, Jidoka Technologies' process monitoring platform, converts existing CCTV infrastructure into real-time process verifiers. Most lines require no new cameras. The system is built precisely for the Control phase demands of six sigma process optimization:
- Tracks 100% of assembly steps through cameras already installed, not a sample
- Flags missing parts, wrong sequences, and incorrect orientations in real time
- Issues corrective prompts to operators before the unit advances
- Feeds cycle-level data back into the production process optimization loop for live RTY and Cpk tracking
Plants running Nagare report 20 to 35% rework reduction and 30% gains in process adherence. Three DMAIC phases run simultaneously rather than sequentially: Nagare generates Measure-phase data continuously, surfaces Analyze-phase anomalies in real time, and enforces the Control phase on every cycle.
KOMPASS, Jidoka's inspection layer, adds a second enforcement tier. It reaches 99.8% accuracy or higher on live lines, reviews each frame in under 10 ms, and handles reflective metals, printed surfaces, and textured parts: the geometries where periodic DMAIC manufacturing AI implementations tend to lose accuracy.
Selecting AI Tools for Six Sigma: A Four-Factor Evaluation Framework
Most tools optimize for Coverage. The factor that most consistently determines whether the six sigma process optimization Control phase holds is Latency. Most procurement conversations miss it entirely.
The DMAIC Control Capability Matrix below maps four factors across monitoring approaches for any production process optimization AI deployment:
The four evaluation factors for six sigma process optimization AI tool selection:
- Coverage: Percentage of the process actually monitored, not sampled
- Latency: Time from deviation to alert (the number that determines whether the Control phase holds)
- Integration depth: Does output feed the MES, quality system, and SOP system, or generate a report nobody reads
- Traceability: Can every unit's full process history be reconstructed for RCA and audit purposes
Conclusion
Process drift after a six sigma process optimization project is not a DMAIC failure. The Improve phase worked. The Control phase defaulted to periodic audits, and the gains leaked out over 90 days. That is a monitoring infrastructure failure, and it is solvable.
Vision-based process monitoring converts the Control phase from a review function into a continuous enforcement system. That is the infrastructure change that makes six sigma process optimization hold after the project closes, not just through the next quarterly audit.
If your DMAIC projects are holding short-term and regressing over time, the gap is almost certainly in the Control phase. Jidoka's Nagare platform closes that gap without new hardware. Let's look at how it maps to your line.
Frequently Asked Questions
1. What is the difference between six sigma process optimization and lean manufacturing?
Six sigma process optimization targets variation and defect rate using statistical methods to reduce the probability of a non-conforming unit. Lean manufacturing targets waste: non-value-adding time and motion. The two are complementary. Lean clears the process, six sigma process optimization stabilizes the output. Most facilities run both as Lean Six Sigma, using DMAIC for improvement cycles and value stream mapping as the process diagnostic.
2. What does AI add to DMAIC that statistical process control does not?
SPC detects that a process has drifted outside control limits after the event. AI-based vision-based process monitoring detects the deviation at the moment it occurs: the missed step, the wrong component, the non-standard motion. SPC tells you a problem exists. AI identifies where it started and stops the next occurrence before it ships. That is the core distinction for production process optimization programs.
3. How long does it take to implement AI monitoring in an existing Six Sigma program?
Edge AI systems that run on existing cameras, like Nagare, deploy without stopping the production line. Most facilities see measurable results within 12 months of deployment. Full MES integration for cycle-level data logging adds 4 to 8 weeks depending on existing infrastructure. Verify current deployment scope and timelines directly with Jidoka Technologies before planning a rollout (Source).
4. What is Rolled Throughput Yield and why does it matter for Six Sigma practitioners?
Rolled Throughput Yield is the probability that a unit passes every step in a multi-step process without rework or scrap. Calculated by multiplying the First Time Right rate at each step: 98% x 95% x 89% = 83.2% RTY. A shipped yield of 97% can mask an RTY of 83%, meaning 17% of units were touched somewhere. RTY is the metric that makes hidden factory losses visible in any yield optimization manufacturing program.







