.webp)
Most plants that plateau at 94% right first time manufacturing have done everything right on paper. New SOPs, retraining cycles, a Six Sigma project targeting the defect line. The rate climbed from 88% to 93% and stopped. That ceiling is not a training problem. It is a monitoring problem, and recognising the difference is the only way to break through it.
This guide explains the RFT calculation, the mechanism behind the plateau, and the AI process monitoring architecture that plants are using to push right first time manufacturing consistently above 99%.
Right First Time Manufacturing: Definition and Calculation
Right first time manufacturing measures the percentage of units produced correctly on the first attempt, without rework or correction.
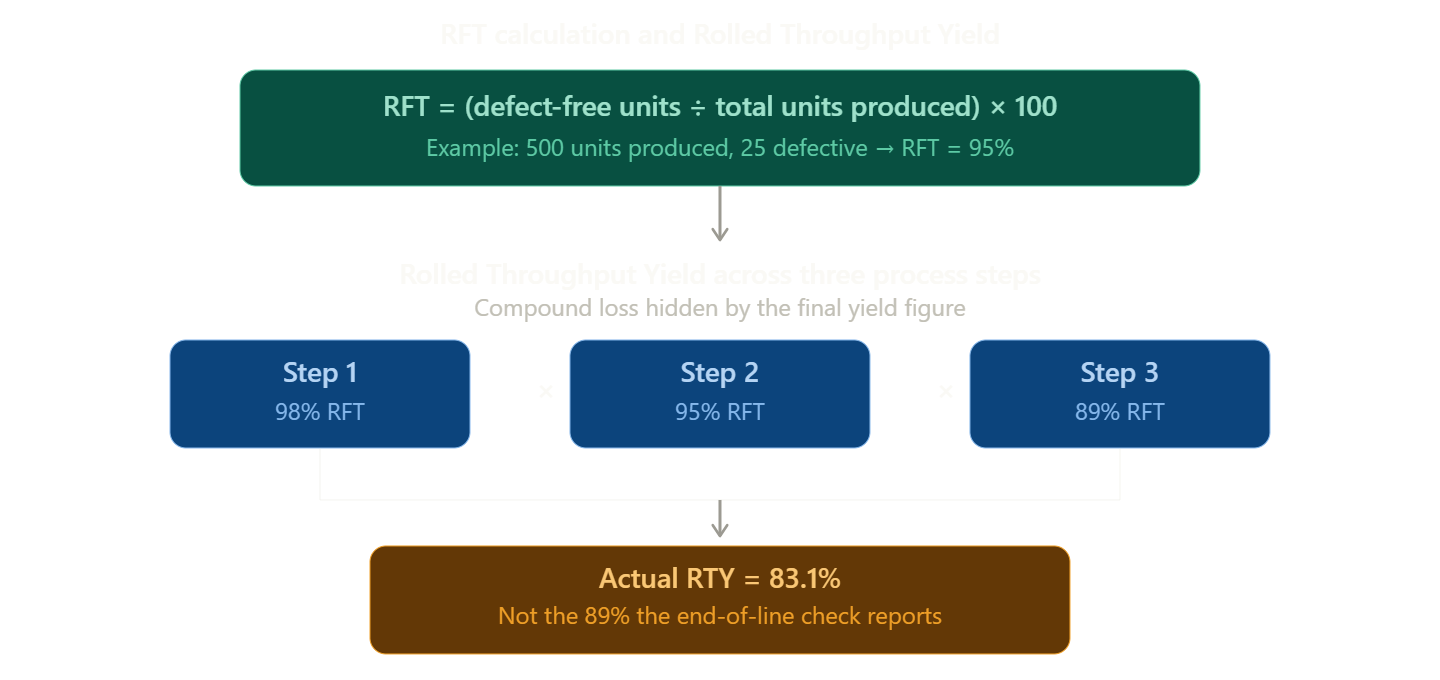
The formula: RFT = (defect-free units / total units produced) x 100.
For multi-step lines, Rolled Throughput Yield multiplies the right first time rate at each process stage to reveal compound losses that your final output figure completely masks.
1. The RFT Formula in Practice
A line producing 500 units per shift with 25 defective units records a first time right manufacturing rate of 95%. One in twenty units either gets scrapped or re-enters the production flow as rework, carrying full cost at every subsequent step it passes through again.
The formula captures output quality. It does not capture process health. That distinction drives every meaningful improvement decision.
2. Rolled Throughput Yield: Where Real Loss Accumulates
Rolled Throughput Yield (RTY) multiplies the right first time manufacturing rate at each process step to calculate true end-to-end performance.
A three-step line running at 98% x 95% x 89% delivers an RTY of 83.1%. The end-of-line check shows 89%. The real first time right manufacturing rate across the full process is 83.1%. That gap is where rework cost accumulates without appearing in any headline number.
Plant managers report the final RFT figure. Quality engineers should track RTY at every stage. RFT tells you what shipped. RTY tells you what your process is doing.
3. Weighted RFT for Multi-Defect Facilities
Facilities tracking multiple defect classes assign severity values to each type and calculate a weighted right first time manufacturing score. A cosmetic surface mark on a consumer appliance carries a different downstream cost than a dimensional error on a safety-critical automotive component.
Weighted first time right manufacturing metrics direct improvement effort toward the defect types with the highest impact, not just the highest count.
Why Most Manufacturers Plateau at 92-95% Right First Time Manufacturing
Training solves knowledge gaps. SOPs define procedure. Neither addresses what actually drives the right first time manufacturing plateau: process adherence gaps that occur mid-process, invisible to end-of-line inspection. The same defect recurs because the inspection system sees the outcome, not the cause.
Cause 1: End-of-Line Inspection Cannot Trace Defects to Their Source
A defective unit flagged at final inspection gives a reject count. It does not identify which process step produced the defect, which operator made the error, or at what point in the shift it occurred. The information needed to break the first time right manufacturing cycle is never captured.
You log the reject. You retrain the team. The defect rate returns to baseline within weeks.
Cause 2: SOP Compliance Is Binary, But Execution Is Not
Most facilities audit SOP compliance as pass/fail. The operator either knows the procedure or they do not. The audit passes. The right first time manufacturing rate stays at 93%.
The problem lives in the grey zone between knowing a procedure and executing it consistently under production pressure. A nine-step assembly sequence at 1,200 units per shift leaves almost no margin for deviation. Operators with identical training perform the same sequence differently at hour one versus hour seven. That execution variance does not show in an audit. It shows in your reject rate.
Cause 3: Shift-to-Shift Variation Is Statistically Invisible
First time right manufacturing performance varies by operator, by shift, and by time within a shift. A weekly report showing 93.4% average right first time manufacturing masks a night shift running at 89.2%, with most of the loss concentrated in the final two hours of the run.
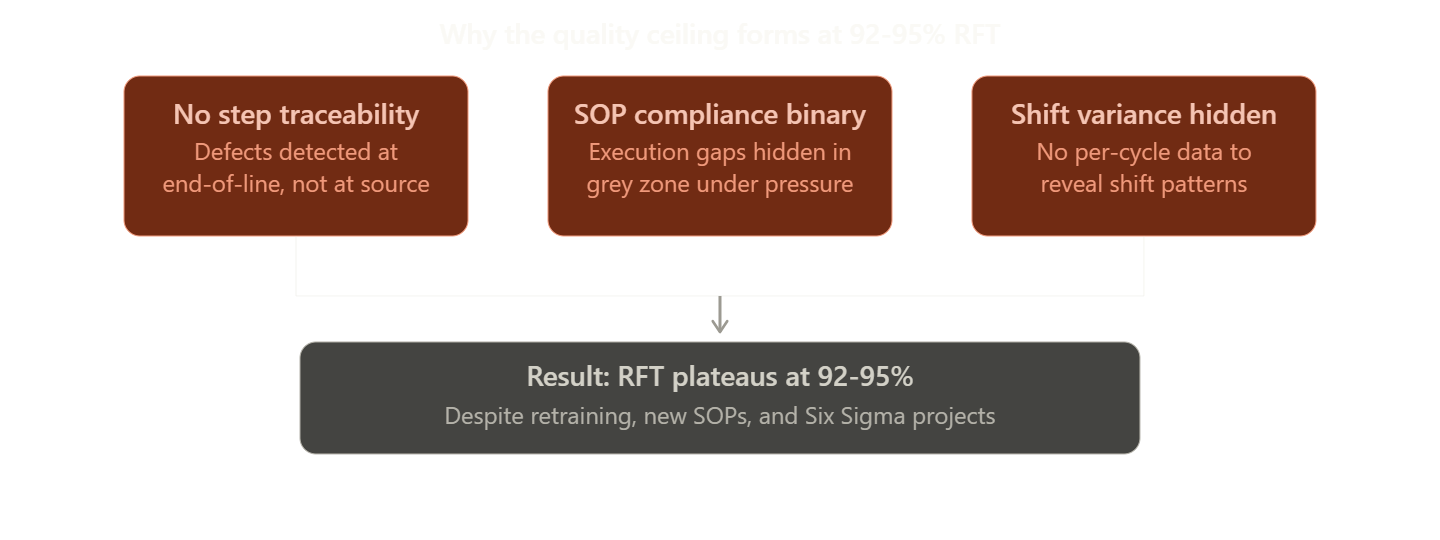
Without per-cycle process data, these patterns are invisible to any improvement programme. You cannot target a root cause you cannot isolate. Breaking through the plateau requires per-step, per-cycle visibility at production speed.
Right First Time Manufacturing in Six Sigma: DPMO, Poka-Yoke and Quality at Source
First time right manufacturing and Six Sigma are built on the same arithmetic. Understanding the DPMO connection reframes what a "good" right first time manufacturing rate actually means for process capability.
1. From RFT to DPMO: The Six Sigma Translation
A 95% right first time manufacturing rate equals 50,000 defects per million opportunities. That is a Three Sigma process. Six Sigma targets 3.4 DPMO, which requires first time right manufacturing above 99.9997%.
Moving from Three Sigma to Five Sigma is not a linear effort. It requires a structural change in how process conformance is monitored. You cannot train your way from 95% to 99.9%.
2. Poka-Yoke: Quality at Source Before AI
Poka-yoke, from the Toyota Production System, is the original quality at source manufacturing mechanism. Error-proofing devices make incorrect assembly physically impossible. A locating pin that only accepts a part in the correct orientation. A torque tool that locks until the target value is reached.
It handles discrete binary checks. Part present or absent. Torque achieved or not. It cannot handle the complexity of a multi-step sequence where the error is a missed step, an incorrect sequence, or a wrong component placed in a position that accepts it physically but rejects it functionally.
3. The Quality-at-Source Stack: A Three-Layer Framework
Consistent right first time manufacturing above 99% requires three active layers:
- Layer 1: Standard Operating Procedure: defines exactly what correct execution looks like at each step.
- Layer 2: Real-time AI process monitoring: enforces correct execution at cycle speed, across every unit and every shift.
- Layer 3: RTY analytics: uses per-cycle execution data to measure process health and feed continuous defect prevention at source.
Traditional poka-yoke covers Layer 2 for binary checks only. First time right manufacturing above 99% requires Layer 2 to extend across complex multi-step sequences where binary sensors cannot reach.
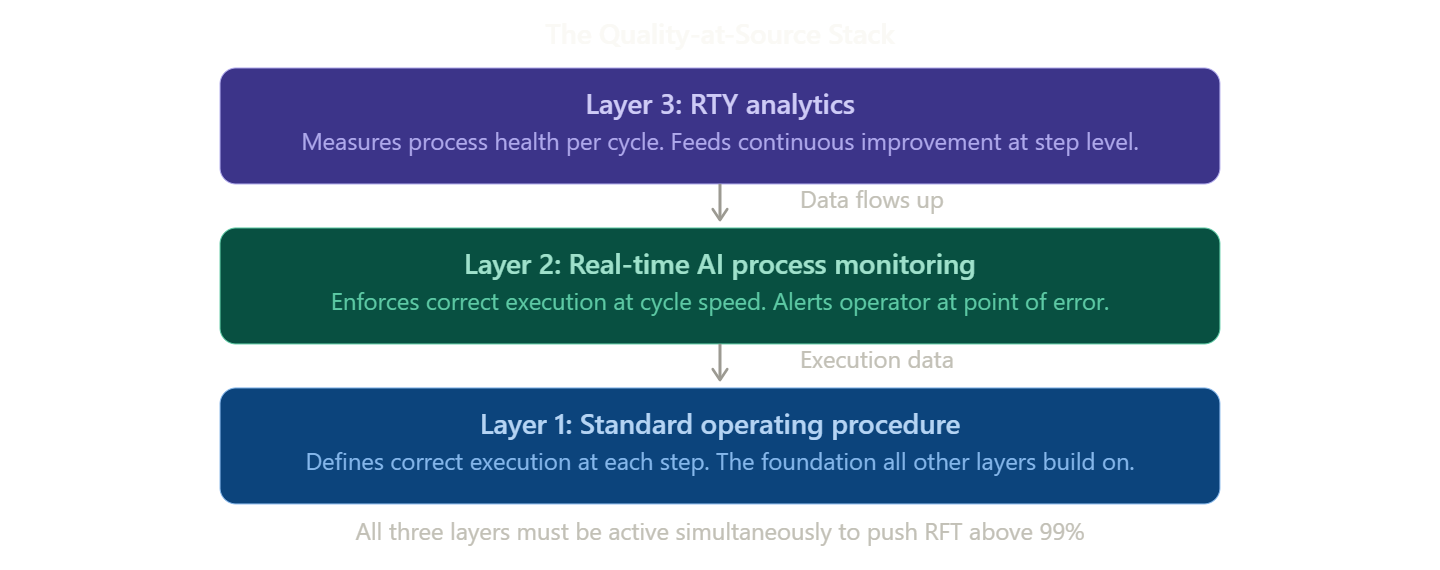
All three layers must operate simultaneously.
How AI-Based Process Monitoring Pushes Right First Time Manufacturing Above 99%
To move right first time manufacturing above 99%, a process monitoring system must do four things at production speed: verify each assembly step against a digital SOP, detect deviations before the unit advances, deliver corrective guidance to the operator in real time, and log per-cycle data for RTY tracking. End-of-shift quality reports cannot do any of these. That is precisely why they cannot break the ceiling.
What Nagare Does at the Process Step Level
Nagare by Jidoka Technologies is purpose-built for first time right manufacturing improvement at the assembly step level. It runs on existing cameras. Bosch, Hikvision, and standard CCTV infrastructure all work without additional hardware procurement, which directly shortens payback periods.
- Tracks 100% of assembly steps against a digital SOP in real time.
- Flags missing parts, wrong sequences, and out-of-order actions before the unit advances to the next station.
- Issues corrective prompts at the station at the moment of the error, not post-shift.
- Captures per-cycle data connecting directly to MES and quality systems for RTY calculation.
Edge AI processes visual data locally. No cloud dependency. Consistent right first time manufacturing performance across all shifts, including at 12,000+ parts per minute on high-volume lines. Plants running Nagare report 35% rework reduction and 30% process adherence gains. Across current Jidoka installations, more than 300 million parts per day operate under this architecture.
KOMPASS: When Part-Level Defect Detection Is the Gap
Where Nagare handles assembly sequence verification, KOMPASS handles high-accuracy visual inspection at the part level. It reaches 99.8% accuracy on live lines, processes each frame in under 10 ms, and learns new part variants with 60-70% fewer training samples than conventional vision models.
Together, Nagare and KOMPASS close both failure modes that drive right first time manufacturing loss: process adherence gaps at the assembly level and physical defects that pass human inspection at the part level. Running both removes the inspection blind spots that keep first time right manufacturing improvement programmes cycling through the same defect categories.
Conclusion: The Quality Ceiling Is a Monitoring Ceiling
The 92-95% right first time manufacturing plateau is not evidence of poor training or inadequate SOPs. It is evidence of insufficient monitoring resolution between the point of execution and the point of detection. That lag is where rework cost accumulates, and where the same defect categories keep appearing across improvement cycle after improvement cycle.
Per-step, per-cycle process monitoring removes the lag. That is the mechanism. If your right first time manufacturing rate has plateaued despite significant improvement investment, the next conversation should be about what your current monitoring system can and cannot see at the process step level.
Book a walkthrough with Jidoka Technologies.
Frequently Asked Questions
1. How is right first time manufacturing different from first pass yield?
Right first time manufacturing and First Pass Yield measure the same underlying metric: percentage of units produced correctly without rework. The terms are used interchangeably in most plants. Where a distinction exists, FPY is tracked at individual process steps while right first time manufacturing is reported at the production run level. Quality engineers should monitor FPY per step. Plant managers report the aggregated first time right manufacturing figure to leadership.
2. What is a good right first time manufacturing rate?
A good right first time manufacturing rate depends on industry and process complexity. Automotive assembly lines with standardised work and error-proofing reach 99%+ RFT (SixSigma.us). Most discrete manufacturers operate between 92-98%. If your first time right manufacturing rate has plateaued despite significant investment, the gap is almost always in process monitoring resolution at the step level, not in operator knowledge.
3. Can AI monitoring integrate with existing MES and quality systems?
Modern edge AI platforms connect to MES, ERP, and quality management systems via standard API. Nagare by Jidoka Technologies integrates with MES platforms and quality systems, closing the loop between execution data and right first time manufacturing improvement workflows. Confirm API coverage and data schema compatibility before procurement, as these vary by MES platform version.
4. How quickly can AI process monitoring improve first time right manufacturing rates?
Facilities where the primary defect cause is process adherence gaps typically see measurable first time right manufacturing improvement within the first few weeks of deployment. Real-time corrective feedback at the station changes operator behaviour faster than post-shift retraining because it intervenes at the point of error. Improvement compounds over 12 months as per-cycle data feeds back into SOP refinement and coaching cycles.







