
Waiting until the end of the line to check for quality guarantees massive financial waste. In 2025, catching a defect during final assembly proved to be 10 times more expensive than catching it at the specific workstation where it occurred (Industrial Quality Review 2025).
Facilities that rely entirely on sorting finished goods suffer from continuous margin erosion. This guide details how to build inspection gates that protect your materials without halting production speed.
Key Takeaway: An in process inspection evaluates components actively moving through the assembly line to catch deviations immediately. By enforcing a mid production quality check, manufacturers prevent value from being added to scrap material, ensuring strict compliance and proactive error prevention across the entire facility (Manufacturing Engineering Institute 2025).
What Is In Process Inspection in Manufacturing?
An in process inspection is a continuous evaluation method that tests partially completed products between manufacturing stages. It identifies machinery drift and operator errors immediately, allowing technicians to recalibrate equipment before a large batch of defective parts is generated.
Defining IPQC Quality Control
In Process Quality Control (IPQC quality control) is an active, ongoing strategy rather than a passive final check. Every in process inspection gate becomes a monitored checkpoint where operators measure, compare, and confirm before sending parts forward. The factory mindset shifts from defect detection to defect prevention.
The practical difference is significant. A facility running IPQC quality control catches a dimension creeping out of tolerance at workstation three. A facility relying on end-of-line inspection finds that problem after 400 parts have been machined, assembled, and costed. The in process inspection method stops the clock on waste the moment the deviation appears. Jidoka's multi-component assembly verification systems apply exactly this principle at every assembly stage.
The Principle of Stopping the Line
Lean manufacturing establishes a concept called jidoka: halt production the moment an anomaly is detected. A machine running slightly off-spec does not become a minor inconvenience. It becomes the source of 500 non-conforming parts that must be sorted, reworked, or scrapped before the shift ends.
Stopping the line at the first sign of drift protects every component downstream. The cost of the stoppage is the cost of identifying and correcting one problem. The cost of not stopping is the cost of compounding that problem across the remainder of the production run. The in process quality gate is the mechanism that makes stopping practical without requiring manual supervisor intervention on every borderline case.
Tracking the Work in Progress Inspection
A work in progress inspection creates a real-time map of facility health. When in process inspection data flows in from each intermediate stage, quality engineers instantly see where yield is strong and where it is degrading. That map is the foundation for targeted process improvement.
Facilities utilizing active work in progress inspection reduce total scrap material volume by an average of 41 percent annually (Lean Manufacturing Consortium 2024). That figure compounds: less scrap means more usable output from the same raw material spend, improving margin on every unit produced.
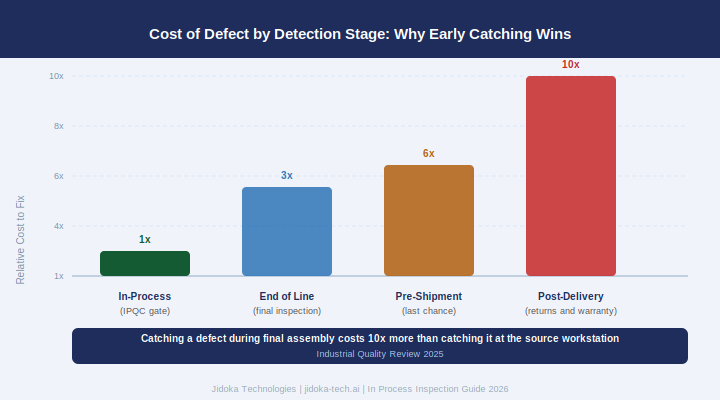
Figure 1: Cost of Defect by Detection Stage: why in-process identification wins financially
Where Should You Place a Process Quality Checkpoint?
A process quality checkpoint must be placed at high-risk junctions to maximize error prevention. Engineers typically position these gates immediately after complex machining operations, before irreversible assembly steps, and whenever component custody changes departments.
For context on how checkpoint placement connects to broader inspection methodology, see Jidoka's guide to machine inspection methods and inline production inspection types.
Pre-Irreversible Assembly Gates
The most critical process quality checkpoint position is immediately before any step that permanently joins, seals, or coats a component. Welding, adhesive bonding, encapsulation, and heat staking all cross an irreversibility threshold. A part that fails after one of these operations does not become a rework candidate. It becomes scrap, pulling all previously good components it was joined to into the waste bin with it.
The economic logic is direct. Catching a machined bracket 0.2mm out of tolerance before it gets welded into a frame costs the bracket. Catching that same error after welding costs the bracket, the frame, the weld labor, and all assembly operations performed after joining. A manufacturing mid run inspection at that pre-weld gate prevents the cost cascade entirely. Jidoka's digital work instruction and Poke-Yoke systems enforce these pre-assembly checks without slowing operators.
High-Value Component Integration
Before an expensive microchip, precision motor, or specialized sensor integrates into a base unit, that base unit must be verified. Adding a high-cost component to a non-conforming base produces guaranteed scrap at maximum cost. The in process inspection at this position protects the most expensive material in the assembly.
This applies across electronics manufacturing where chips run hundreds of dollars each, and in automotive production where sensor modules are sourced to tight allocation schedules. A single rejected unit due to a base component defect is a recoverable loss. A run of 50 rejected assemblies with integrated components is a supply chain problem.
Machine Tooling Transitions
Every unstable process requires a manufacturing mid run inspection immediately after it completes. Thermal treating, chemical etching, cold-forming, and grinding all introduce dimensional and structural variability that must be measured before the part proceeds. A machine that produced good parts for the first 200 units may start drifting at unit 201 due to tool wear or temperature accumulation.
Strategic placement of quality gates improves overall equipment effectiveness (OEE) by up to 18 percent by reducing rework loops (Plant Engineering Network 2025). The logic: if a drifting process gets caught at unit 201, you lose 1 part. If it runs undetected until the end-of-shift sort, you lose 50.
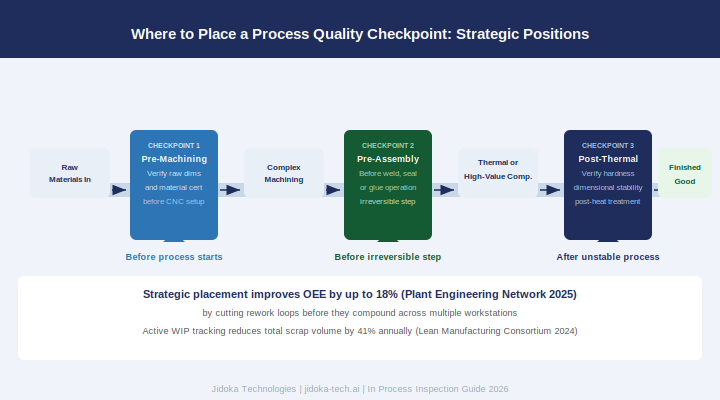
Figure 2: Strategic Process Quality Checkpoint Placement: three gate positions on the assembly line
How Does IPQC Quality Control Prevent Waste?
IPQC quality control physically stops a defective item from absorbing more labor, energy, and machine time. This is the core financial argument for in process inspection: isolate the root cause at the workstation, not after the batch is complete.
Isolating the Exact Root Cause
When a defect gets found at workstation four during an in process inspection, the root cause is workstation four. The investigation scope is one machine, one operator, one set of tooling, and one recent process parameter change. The correction is targeted and fast.
Contrast that with finding the same defect at end-of-line. Engineers must now investigate all 12 workstations, compare output from multiple shifts, and cross-reference material certificates, machine logs, and operator records. A defect that takes 20 minutes to root-cause under IPQC quality control takes 3 days to root-cause through retrospective analysis of a finished batch. For general manufacturing and FMCG environments, speed of root cause directly determines how much defective material exits the line before corrections take effect.
Preventing the Multiplier Effect
One out-of-tolerance dimension does not stay isolated. A shaft that is 0.3mm oversize creates misalignment in the bearing housing. That misalignment creates premature wear on the adjacent component. That wear creates vibration that affects a third component. By the time the first failed unit reaches final test, three parts per assembly are compromised, not one.
Catching the shaft deviation at the machining stage catches the 0.3mm deviation before it enters the assembly. The cost is one shaft. Without that in process quality gate, the cost is three components per affected unit, multiplied by however many units ran before the deviation was detected. See how Jidoka's KOMPASS AI detects dimensional and visual deviations at the workstation level before they cascade downstream.
Enhancing Operator Accountability
When operators run their own in process quality gate, they own their output. A machinist who measures every 10th part against the control limit understands the specification better than one who machines all day and hands off to a downstream sorter. That understanding drives precision.
Factories with operator-driven in process quality gate protocols see a 27 percent drop in recurring mechanical errors (Quality Management Journal 2024). The reason: operators who catch their own deviations correct their own process. The feedback loop is direct and immediate. Errors that repeat are errors the operator did not know they were making. Operator-driven IPQC quality control closes that knowledge gap at the source.
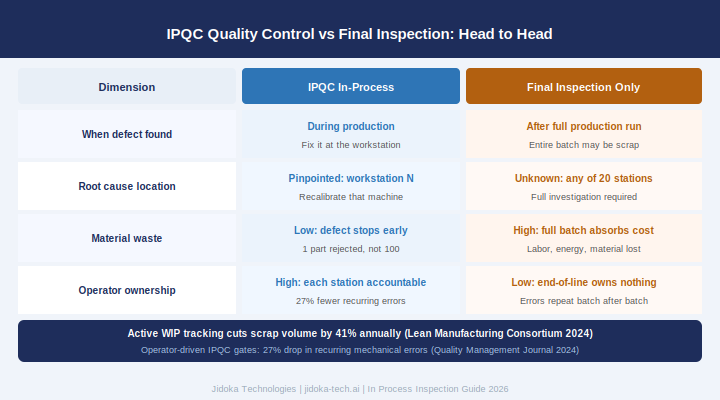
Figure 3: IPQC Quality Control vs Final Inspection: root cause, waste, and operator ownership compared
How to Automate a Mid Production Quality Check?
Automating a mid production quality check removes the human bottleneck that slows high-speed assembly lines. Modern facilities deploy inline optical sensors and digital calipers that feed measurement data directly into the central quality management system, eliminating paper logs and 24-hour reporting delays.
Integrating Inline Vision Systems
High-speed cameras mounted above or beside the conveyor scan parts as they travel without stopping the belt. The camera frame rate exceeds the conveyor speed, capturing every unit. AI algorithms compare each captured image against the approved reference, flagging deviations in real time.
This approach gives FMCG facilities and electronics manufacturers 100 percent in process inspection coverage without a single additional operator. The system flags a deviation, logs the frame, and triggers a downstream divert gate to pull the non-conforming unit without breaking the flow of conforming parts. Jidoka's KOMPASS AI operates at over 12,000 parts per minute with sub-10-millisecond classification per unit.
Using Automated Digital Calipers
Bluetooth-enabled calipers, gauges, and CMM probes upload dimensional data to the cloud at the moment of measurement. The operator takes the measurement; the data records itself. Paper logs, manual transcription, and spreadsheet entry are removed entirely from the work in progress inspection process.
This matters because transcription errors introduce systematic bias into quality records. An operator who writes '14.8' when the gauge reads '14.3' creates a false passing record. Automated upload eliminates that failure mode. The cloud system also flags measurements that approach control limits before they breach, giving the operator a warning before a defect is produced.
Real Time Dashboard Alerts
When a measurement trends toward the control limit across five consecutive units, the quality management system triggers an alert on the floor manager's dashboard before the sixth unit is defective. The manager intervenes, recalibrates, and the line continues. Without automated trend detection, that drift produces defects until someone manually notices and escalates.
Fully digitized work in progress inspection systems reduce the time required to quarantine defective lots from hours to under two minutes (Smart Factory Insights 2025). Two minutes versus three hours is the difference between quarantining one shelf of material and quarantining an entire production run. Jidoka's NAGARE AI integrates with existing QMS infrastructure to provide this kind of real-time manufacturing mid run inspection visibility.
How Jidoka Technologies Supports In-Process Inspection
Jidoka's Vision AI platforms are built specifically for the in process inspection environment: high-speed, continuous, and requiring zero production slowdown. Both KOMPASS and NAGARE operate at production line speed across automotive, electronics, and warehousing and logistics environments.
- KOMPASS AI: Runs defect detection, label verification, and assembly validation at 99.8%+ accuracy, classifying deviations in under 10 milliseconds per unit.
- NAGARE AI: Manages kitting and Poke-Yoke enforcement, skills assessment, and inventory record accuracy across general manufacturing and pharmaceutical lines.
- Scale: 300M+ daily inspections, 48+ active customers including Nestle, P&G, Maruti Suzuki, and NSK Bearings. ROI delivered in 8 to 12 months.
Book a deployment assessment to see how KOMPASS and NAGARE integrate with your existing assembly line without requiring a stoppage.
Conclusion
Catching a defect during final assembly costs 10 times more than catching it at its source workstation. An in process inspection with properly placed process quality checkpoint positions solves that cost problem at the source. Pair that structural discipline with automated mid production quality check tooling: inline vision, digital calipers, and real-time dashboards that alert before defects are produced rather than after.
Map your assembly line, identify your three highest-risk junctions, and install an in process quality gate at each one. Contact Jidoka to build your first automated IPQC gate in under 30 days.
Frequently Asked Questions
1. What is an in process inspection?
An in process inspection is a quality check performed while a product is still being manufactured. Instead of waiting for the final product, engineers measure the part between specific assembly steps to catch anomalies and correct machine drift immediately, preventing defects from multiplying across subsequent operations.
2. What is the main goal of a mid production quality check?
The primary goal of this type of in-process check is strict error prevention. By catching a defect in the middle of the assembly line, the manufacturer prevents further labor, energy, and expensive materials from being wasted on a part that is already out of tolerance.
3. How does IPQC differ from final inspection?
IPQC quality control evaluates the product actively during its creation to prevent further errors. Final inspection is a reactive procedure that only checks the completely finished good right before it is packed for shipping. The critical difference: IPQC identifies the problem at its source workstation; final inspection forces a full facility investigation to locate it.
4. Where should I put a process quality checkpoint?
Place process quality checkpoints immediately before irreversible steps such as welding or sealing, and right after historically unstable processes like heat treatment. Also add a gate before any high-value component integrates into the assembly. These three positions protect the most material at the least cost of inspection.
5. Can a work in progress inspection slow down manufacturing?
Manual paper-based work in progress inspection can create bottlenecks, but automated systems eliminate that risk. Inline vision cameras and digital measurement tools perform 100 percent inspection without halting the conveyor belt. The data feeds directly to the QMS, allowing the line to run at full speed while generating a complete quality record.
6. Why do premium service providers rely on in process quality gates?
Premium service providers use in process quality gates to guarantee compliance at a granular level. These gates provide certainty about the internal structure and hidden dimensions of a product that no final visual inspection can replicate. The result is a finished good where every stage of assembly has been verified, not just the external surface.







