
A new part hitting the factory floor carries invisible risk. One dimensional error in the production setup creates scrap across thousands of units before anyone catches it. In 2025, geometric dimensioning errors caused 38 percent of all new product introduction delays across industrial sectors (Manufacturing Leadership Council 2025).
Traditional incoming checks catch problems after production runs. First article inspection catches them before. This guide will provide a clear blueprint of the verification sequence required for successful new part qualification.
Key Takeaway: First article inspection is a production verification process that confirms manufacturing machinery can accurately repeat engineering specifications. Executing this baseline assessment before full factory activation prevents bulk scrap, directly mitigating tooling errors that cost 15 times more to fix post-launch (American Society for Quality 2024).
What Is First Article Inspection in Manufacturing?
First article inspection is a formal verification process that tests the first production run of a new component, confirming that production tooling and manufacturing cycles yield parts matching exact engineering design specifications.
1. Differentiating the First Sample from Prototype Runs
A first article sample is not a prototype. Prototypes get built using temporary fixtures, 3D-printed forms, or single-machine test setups. The first article comes off the exact production tooling, at the same speeds and feeds intended for full volume.
This distinction isolates errors in the production environment rather than design errors. A failed prototype reveals a design problem. A failed first article inspection reveals a process or tooling problem. Correcting a tooling error at this stage costs a fraction of what it costs after 2,000 units ship with the same defect.
2. First Article Inspection vs PPAP Inspection Process
First article inspection focuses on a single production lot to verify dimensional conformity at a specific point in time. The ppap inspection process (Production Part Approval Process) evaluates long-term statistical capability over larger production runs.
First article inspection asks: "Did this setup produce one correct part?" Production part approval asks: "Can this setup produce correct parts reliably, at volume, across multiple shifts?" Automotive suppliers and aerospace organizations often complete both in sequence: FAI clears the tooling, then PPAP clears the process capability.
3. When a Review Is Triggered
Most quality systems define four automatic triggers: initial production runs, tool changes, raw material supplier modifications, or facility relocations. Any one of these resets the first article verification status. Standardized protocols reduce design rework cycles by an average of 29 percent (Aerospace Industries Association 2024). ISO 9001 quality management systems codify these trigger events for manufacturers across all sectors.
The machine passes calibration, but the process still fails the inspection check.
What those triggers kick off is a documentation workflow: three specific forms that build the complete compliance record.
How to Complete a Fair Report Manufacturing Process?
A fair report manufacturing verification documents every physical dimension and material property of the sample component, tracking variable measurements against engineering tolerances to confirm equipment configuration before production approval.
For a deeper look at how product quality inspection fits into broader quality workflows, Jidoka's published resources cover related verification methods across production environments.
Form 1: Part Number Accountability
Form 1 logs the administrative record: part names, drawing revision levels, serial numbers, contract references, and supplier organization data. This creates an unbroken compliance trail for external aerospace or automotive auditors reviewing the FAIR package.
Treating Form 1 as clerical work is a mistake. If the drawing revision on Form 1 does not match the revision used for measurement, the entire compliance package fails its traceability check. Auditors compare Form 1 against purchase order revisions. One mismatch holds a shipment.
Form 2: Product Accountability
Form 2 captures raw material certifications, special processing specifications, and functional test data. Attaching certified material test reports from raw steel or polymer suppliers directly to Form 2 satisfies most aerospace and automotive traceability requirements under SAE International AS9102.
Processing data carries equal weight. If a part requires heat treatment to a specific hardness specification, Form 2 must include the temperature log and hardness test results. Missing that documentation creates a compliance gap that an AS9102 or IATF auditor will flag, even when the physical part passes all dimensional checks.
Form 3: Characteristic Accountability
Form 3 is the measurement record: every ballooned dimension from the engineering drawing, matched against actual measured values, tolerance bands, and pass/fail status. This is where most of the inspection time concentrates.
Manual transcription of these sheets averages 6.5 hours per component layout (Quality Digest 2025). For a complex aerospace component with 400-plus ballooned characteristics, that is nearly a full shift spent on documentation alone. Instrument calibration records must also be traceable to NIST national metrology standards, or Form 3 data fails independent audit.
Once you know what the three forms require, the actual floor sequence that fills them follows a specific order for a reason.
What Are the Sequential Stages of New Part Qualification?
New part qualification demands a structured sequence: balloon the drawing, pull the first part, measure every characteristic with calibrated instruments, then resolve any discrepancy before granting first article approval.
Step 1: Drawing Ballooning and Preparation
Before any machining starts, engineers number every dimension, tolerance, and note on the blueprint. Each circled number maps directly to a row in Form 3. Skipping this step means inspectors can measure 200 characteristics and still miss 40 critical ones.
Blueprints hide dimensions inside compound callouts. A true-position callout relative to three datums controls up to six geometric relationships simultaneously. Drawing ballooning forces every one of those requirements onto the measurement list before the machine starts. See how machine inspection methods compare across different production environments.
Step 2: First Off Inspection and Data Collection
After the machine reaches thermal stability, operators pull the actual first component. First off inspection uses Coordinate Measuring Machines (CMMs) for tight-tolerance features and optical scanners for complex surface geometry.
CMM measurement on a typical precision component runs 45 minutes to 2 hours depending on characteristic count and machine access. The output feeds directly into Form 3. Some facilities run optical scanning alongside CMM to capture surface deviation maps that dimensional data alone cannot show. Jidoka's defect detection capabilities extend this coverage to inline production verification once tooling is approved. Calibration traceability to NIST standards is required for all measurement instruments used at this stage.
Step 3: Discrepancy Management and Signoff
Any dimension outside tolerance gets a nonconformance tag. The action path branches based on severity: engineering disposition for minor deviations within functional limits, tool correction and re-inspection for true dimensional errors, or supplier material rejection for incoming material failures.
Vague initial alignment between engineering and the shop floor causes 44 percent of tier 1 supply chain nonconformance events during launch phases (Automotive Industry Action Group 2024). That number drops sharply when tolerance acceptance criteria get documented in writing before the first part runs, not negotiated after a rejection tag appears.
Running this three-step sequence manually works for low-volume launches. The calculation changes when your facility runs dozens of new part launches per quarter.
When Should Facilities Automate First Article Approval Workflows?
Manual first article approval workflows create documentation bottlenecks at production launches. Software-automated inspection reporting compresses validation cycles and removes transcription errors that paper-based data sheets introduce at scale.
For a breakdown of production inspection types and where FAI fits within a broader inline quality strategy, Jidoka's resources cover the full spectrum from general manufacturing to electronics production.
The Overhead of Manual Ballooning
Manual drawing ballooning on a complex component takes 3 to 8 hours, then another 6.5 hours for Form 3 transcription. A facility launching 15 new parts per quarter spends over 200 engineering hours on documentation each quarter.
Those hours produce no inspection value. A metrology engineer capable of identifying tooling root causes spends the equivalent of five full days per quarter copying numbers from drawings into spreadsheets. That cost does not appear on any quality dashboard, but it appears in launch delays and engineer attrition.
Benefits of Automated Inspection Software
Modern inspection documentation software automatically extracts geometric dimensioning and tolerancing (GD&T) blocks from CAD files, populates measurement templates, and maps dimensions to the correct Form 3 rows. The operator measures. The software documents.
Digital inspection layout tools drop engineering documentation preparation hours by 73 percent (Automotive Industry Action Group 2025). On a 400-characteristic component, an 8-hour ballooning task converts to under 2 hours. The accuracy improvement compounds: automated extraction eliminates the transcription errors that appear when someone types 400 numbers by hand at the end of a shift.
Accelerating Time to Market
Faster first article approval cycles directly compress the gap between tooling sign-off and first production shipment. Digital submission systems compress total component validation approval cycle times by 52 percent (Society of Manufacturing Engineers 2025).
A 52 percent reduction on a 10-week validation cycle saves 5 weeks of lead time. For automotive suppliers facing model-year start-of-production deadlines, that is the difference between on-time delivery and a premium freight event. The business case for automation pays back before the software implementation costs are recovered.
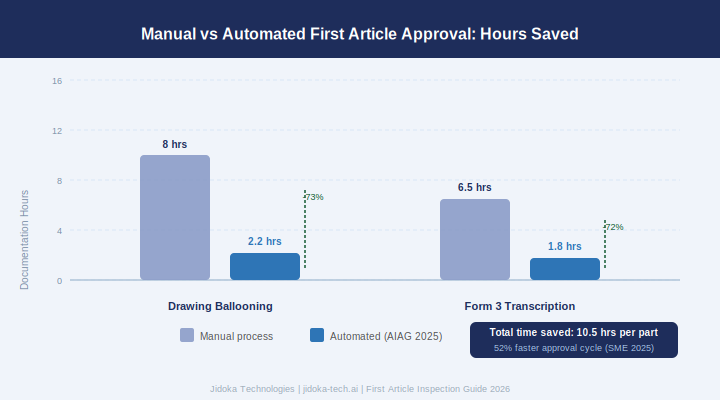
Figure 1: Manual vs Automated FAI Documentation Hours: 73% reduction in ballooning time, 52% faster approval cycle
Whether your facility standardizes on manual or automated workflows, the underlying verification logic stays the same.
How Jidoka Technologies Supports First Article Inspection at Production Speed
Dimensional inspection failures at production speed often trace back to errors that visual inspectors miss on fast-moving lines. Jidoka Technologies closes that gap with Vision AI systems that carry first article inspection accuracy into every shift, not just the first part.
- KOMPASS AI: Reaches 99.8%+ defect detection accuracy on live production lines. Reviews each frame in under 10 ms, even at 12,000+ parts per minute.
- NAGARE AI: Tracks 100% of assembly steps through existing cameras. Flags missing parts or wrong sequences in real time, cutting rework by 20-35%.
- New variant onboarding: Learns new part variants with 60-70% fewer training samples than traditional vision systems, matching the speed of new part qualification cycles.
See how KOMPASS and NAGARE fit your component launch workflow. Book a deployment assessment with Jidoka's engineering team.
Conclusion
Production tooling errors cost 15 times more to fix post-launch than pre-launch. The first article inspection closes that window. A complete fair report manufacturing package, built on the three accountability forms and confirmed through drawing ballooning and first off inspection, gives you production clearance that holds up to any auditor. Standardize the verification sequence first.
Then let automation tools accelerate it. Book a quick call to see how Jidoka's Vision AI supports first article approval from Day 1.
Frequently Asked Questions
1. What is the main objective of first article inspection?
The main objective of first article inspection is to verify that production tooling and manufacturing processes can accurately repeat engineering specifications. It provides physical proof that the production line is capable of producing compliant components before high-volume production begins.
2. What is included in a fair report manufacturing package?
A complete FAIR package includes three main accountability forms. These cover part number details, raw material certifications, special processing records, and a detailed list matching every ballooned blueprint dimension against actual measured values.
3. How does first article inspection differ from prototype validation?
Prototype validation tests a design concept using temporary tools or printing methods. First article inspection tests the actual production environment, using the final tooling, raw materials, production speeds, and operators intended for mass assembly.
4. When must a manufacturer perform a partial first article check?
A partial check is required when a minor change occurs in a previously approved process. Common triggers include a modified tooling insert, a secondary supplier material switch, a software update on the machine, or minor engineering drawing revisions.
5. Why do aerospace audits focus heavily on first article approval?
Aerospace components operate under extreme stress where component failure threatens safety. Regulatory agencies mandate strict validation records to guarantee absolute traceability from raw material blocks to finished dimensions, proving the process was controlled from day one.
6. How does software automation improve the inspection process?
Software automation uses optical character recognition to instantly scan drawings and populate measurement spreadsheets. This eliminates hours of typing, avoids manual data entry errors, and standardizes formats to speed up engineering approval times under first article verification protocols.







